While lasers have, for many years, been recognised as a productive and reliable tool for processing industrial materials, there are still people who have the perception that implementing a new laser process is a somewhat cumbersome task best tackled by large companies or laser specialists.
However, this article looks at how a medium-size company established a new laser welding process — including application development, system implementation and training — in just a few weeks. Imes GmbH manufactures high-temperature-resistant pressure sensors that are, in the main, supplied to manufacturers of engines for large ships and static power applications; these engines generally have power ratings in the range 250kW to 18MW. In 2011, sales of Imes’ measuring cells for large gas- and diesel-powered engines increased beyond all expectations, breaking every record in the company’s 15-year history and presenting it with the challenge of doubling production by the end of the year.
These record sales were the result of Imes responding to two global trends: climate protection and energy production from ‘renewable raw materials’. Climate protection is forcing the shipping industry to gradually replace diesel fuel with liquified natural gas (LNG).

Because LNG produces lower COd2 emissions than oil-based fuels — and zero SOX emissions — dual-fuel engines are becoming the industrial standard. However, the efficient and reliable combustion of varying fuel types requires considerable improvements in engine management, based on additional measuring sensors in the cylinder block, particularly as producing energy from ‘bio-gas’ can be somewhat challenging. Because the level of methane (the energy carrier) in a fuel varies — as do the composition and quality of raw materials and conditions of microbial degradation — bio-gas engines have to maintain efficient combustion with varying fuel qualities while attaining high running times. Satisfying these requirements requires ‘intelligent’ motor management that uses the type of sensor technology supplied by Imes.
Hostile conditions
The company’s key product, the HTT-04 cylindrical pressure sensor, measures pressures up to 300 bar while withstanding temperatures up to 300°C. A stainless-steel tube that houses a thin-film-technology measuring sensor has to be screwed into the cylinder block. Another tube contains signal-processing electronics and industry-standard connectors (to connect to the engine management system) and has to be hermetically sealed.

The adhesive technology that Imes had initially used as the joining method suffered from the extreme vibrations encountered during the long operating times (on average, some 10,000hr) to which the engines are subjected, so the company had the hermetical sealing of the tubes by a laser welding system undertaken by a specialist sub-contractor.
The laser welding process is ideally suited to the production of precise and robust stainless-steel joints, as the parts are processed without any application of force. Moreover, the heat input is both low and highly localised, making laser the optimum solution for welding sub-assemblies that contain delicate, heat-sensitive electronics.
Early in 2011, managing director Stefan Neumann decided to introduce the laser welding process to Imes’ in-house production in order to shorten lead times and streamline the company’s logistics. With no prior experience of laser technology, the company made contact with Rofin-Baasel Lasertech in Starnberg, Germany, which has a UK subsidiary in Daventry (www.rofin.co.uk). As a first step in the application development process, Mr Neumann was invited to send samples to Rofin’s application lab (this is one of the world’s largest applications labs for the evaluation of new laser processes for industrial materials processing, with some 30 laser systems — including the latest femtosecond lasers —
permanently available for tests).
Optimum set-up
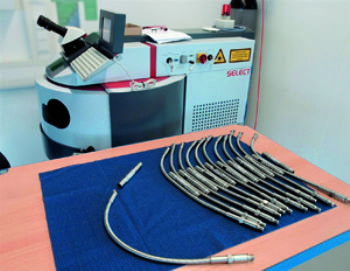
Within days, Rofin’s applications engineers had developed the optimum laser set-up for Imes’ samples — a Select laser workstation equipped with an additional rotary axis. The
Select is both a manual welding laser and a high-precision CNC system with easy ‘teach-in’ via a multi-function joystick. It also offers enough space to cope with the bulky steel-reinforced hoses that are already attached to one of Imes’ components. The CNC rotary axis provides an automated process which ensures that each and every part is welded with the optimum parameters, including laser power, pulse frequency, pulse shaping and feed rate. Guaranteeing process stability is a key issue for Imes, because a sensor malfunction in a ship’s engine is no trivial matter.

Subsequent demonstrations convinced Mr Neumann that this system provided the best solution — and it met his cost expectations. That said, Rofin sales manager Andreas Schöllhorn suggested adding some optional modules that would extend the application range of the laser workstation, as experience had shown that additional laser applications often follow sooner than expected.
Mr Neumann took this advice and purchased the system together with the recommended options. System installation and training took place over two days, during which time Imes engineers learned everything they needed to know about daily operation of the system, together with set-up procedures for new applications. Because the laser welding system is fully automated, different employees are capable of operating it, and full production of the HTT-04 sensor with the new in-house laser welding system commenced very soon after the brief training programme.
The laser welding system is now helping Imes to organise its production in a much more flexible and responsive manner, allowing it to increase productivity by some 20%. Moreover, the quality of the weld seams produced by Imes is considerably better than that achieved by the sub-contractor. In conclusion, Mr Neumann says: “We wanted to introduce a new production technology in a very short time, so we needed a reliable partner that offered the right advice, fast delivery and perfect training. I never thought that operating a laser welding system would be that easy.The additional options selected have also paid off, as we are already welding an add-itional joint with the laser. Indeed, our new product, which we are launching this year, features several laser welds.”