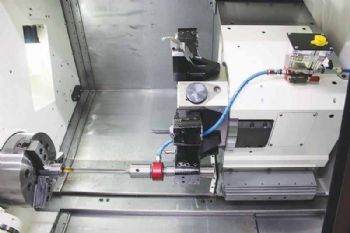
A UK tooling manufacturer has adopted gun-drilling as part of an integrated machining cycle on a Mazak J-200 Integrex multi-tasking turn-mill centre as a replacement for the sequential application of conventional twist drills to produce 3.2mm-diameter x 145mm-deep coolant feed holes in M2 tool steel.
As a result of adopting the recommendation of Chessington-based Mollart Engineering (
www.mollart.com) to incorporate gun-drilling and change to a single-cycle drilling method, cycle times and lead times have been significantly reduced — and quality has been improved. In fact, rejects and scrap have been totally eliminated, as straightness
is now held to within 0.25mm TIR.
Mollart’s applications engineers recommend using not only a Botek Type-113 solid-carbide gun-drill, but also a Mollart-developed spray-mist system. This provides more-efficient chip removal from the drilled hole and ensures that the drill’s guide/support pads and cutting edge are optimally lubricated.
The process that Mollart developed for the Integrex machine involves the initial drilling of an 8mm-deep pilot hole to provide a ‘bush’ support for starting the gun-drill. The drill is then fed into the pilot hole while counter-rotating at 50rev/min until the drill point is within 2mm of the bottom of the pilot hole, at which point the spray-mist is switched on.
The spindle speed is then increased to 4,500rev/min and a constant feed rate of 35m/min applied until the hole reaches its final depth. The spindle is then stopped, the spray-mist system switched off and the gun-drill retracted.
Botek Type-113 gun-drills, which are available in diameters from 0.7 to 12mm, can be used for depth-to-diameter ratios up to 80:1. Each tool has a special nose grind and a highly polished flute with kidney-shaped coolant channel to ensure maximum evacuation of chips from the cutting zone.
The Mollart-developed spray-mist system has been shown to be highly efficient for deep holes, using compressed-air pressures up to 10 bar to deliver precisely timed pulsed jets of vegetable-based cutting oil from an integrated reservoir. The system can be retrofitted to existing machine tools; and to illustrate the increased
efficiency of this system, when a gun-drill is removed from the component, it will be
immediately cool to the touch.
The oil is used to lubricate the tip of the tool and its guide/support pads, which prevents seizure occurring, especially in particularly deep holes. Meanwhile, the air cools the cutting edge, as well as the component, and helps to force the swarf chips from the cutting zone through the ‘V’ groove in the tool.