Hereford-based
NuMachine Ltd, a leading precision sub-contract specialist, has invested in two high-performance Doosan five-axis machining centres supplied by
Mills CNC, the exclusive distributor of Doosan machine tools in the UK and Ireland.
The machines, a VCF 850LSR and a DVF 6500, were installed at the company’s 10,000ft
2 facility in May and are being used to machine, in small batches and to high precision, specific cast aluminium automotive components required by sister company, Coventry-based
Sarginsons Industries Ltd — a renowned consultancy and DfM (Design for Manufacture) and casting technology specialist — to fulfil a long-term contract with one of its automotive customers.
Brandon Davies, NuMachines’ managing director, said: “Although we are an independent precision sub-contract engineering company in our own right — some 30-40% of our business comes from Sarginsons.
“As such the strong and mutually beneficial relationships between both companies has enabled us to build up significant in-house knowledge and expertise in machining lightweight castings for those sectors and industries served by Sarginsons, the automotive sector being particularly prevalent.
“As a company with a reputation for taking on difficult machining jobs, we were approached by Sarginsons in 2020 to see if we could help them with a specific machining contract — one where its existing supplier was finding it difficult to meet the customer’s stringent quality and lead time requirements.
“Having looked at the parts in detail it was clear that we would need a new five-axis machining capacity to be able to machine the parts in question and in the quantities required.”
NuMachine already had four Doosan machine tools at its disposal, the most recent being a Puma 3100Y lathe and a large-capacity DNM 750 II vertical machining centre, both acquired in 2020.
Mr Davies continued: “Doosan machine tools deliver great performance. They are reliable and are competitively-priced. The fact that they are supplied by Mills CNC is a key determining factor as we believe that Mills’ after-sales services and its applications and technical support, are among the best in the industry.”

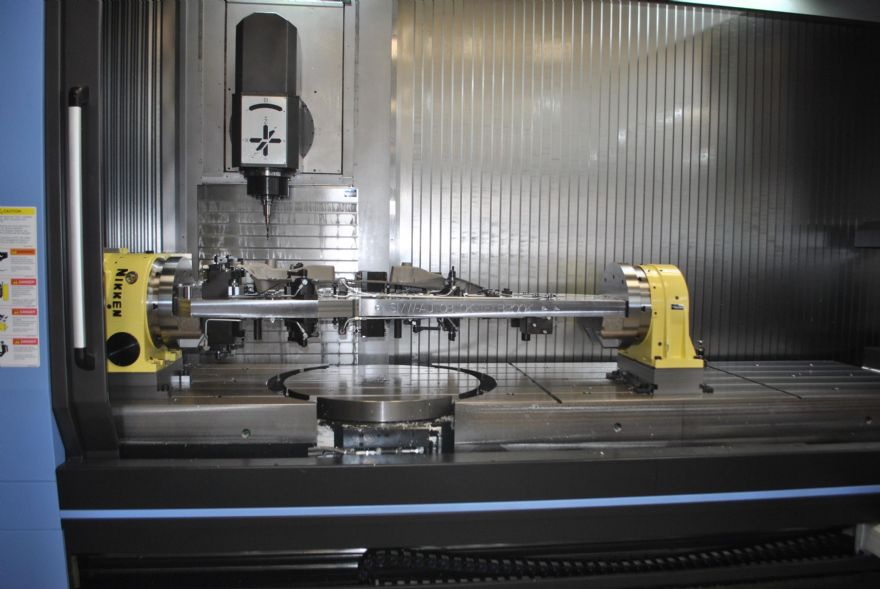
Since being installed the VCF 850LSR (pictured left) has been used to machine long, thin and asymmetrically-shaped ‘B’ pillars, and the DVF 6500 to produce performance-critical front suspension mountings.
Both the B pillars and suspension mountings parts have complex profiles, are machined to tight geometric tolerances and exacting surface finishes and feature a number of intricate details, namely thin walls, multiple cavities and blind holes.
To ensure that the parts’ structural integrities are maintained during machining, and to make job set-up and cycle times as productive and efficient as possible, both machines were supplied to NuMachine with highly-customised workholding solutions that, prior to the machines’ delivery, had been designed, developed and proven out by Mills CNC at its campus facility in Leamington Spa.
Mr Davies explained: “Although the machines were installed at our facility in May, the project actually began some months earlier and involved us working closely with Mills CNC and a number of the company’s technical partners to design and integrate ‘best-in-class’ turnkey fixturing to both machines.”
The workholding, designed for machining both left and right B-pillars, clamps each part securely in place, enabling high-precision machining operations to occur without deformation. They are machined individually on the VCF 850LSR. Each part, which is long, thin and curved is held in place by two rotary tables and a trunnion plate.
The part is rotated 90deg and then locked to allow the machining of each of its four sides. Only one set up is required for all machining operations to be completed, and the fixture can be used to machine both the left and the right B-pillars.
An innovative feature of the workholding solution is the ability to machine features through apertures and spaces designed in the trunnion plate.
Mr Davies added: “To ensure we were able to meet our customer’s lead times and to help keep costs down we needed one workholding solution for machining both left and right parts, and to machine the parts in one hit. It was a tall order - but Mills delivered the goods.”
It was a similar situation with the DVF 6500 and the machining of the left and right front suspension mountings.
Mr Davies said: “A similarly innovative turnkey solution was developed for these parts. Specific issues that Mills had to take into account with the suspension mountings was the machining of blind and angled holes, and the use of long 300mm tools.
“The solution designed by Mills and its partners involves the use of three separate fixtures one fixture each for completing first operations on the left and right suspension mountings, and the third fixture for undertaking the second operations on both mountings.
“There are fixture changeovers required to machine these parts but, with practice, we have got these down to a fine art.”
The VCF 850LSR (pictured right) is a large-capacity, travelling column-type five-axis machining centre with a tilting B-axis head which can rotate 110deg on either side of vertical, enabling the VCF 850LSR to machine large and complex parts in a single set up. The machine also has a large working envelope with X, Y and Z travels of 3,000 x 850 x 800mm.
Mr Davies said: “The VCF 850LSR is a large-capacity, flexible five-axis machining centre. The machine’s large X- and Y-axis travels, and its B-axis milling head make it ideal for the machining of the B-pillars.”
The machine supplied to NuMachine was equipped with the latest Heidenhain TNC 640 control, a 22kW/ 12,000rev/min high-torque spindle, a 60-tool servo-driven ATC, linear scales on its X, Y and Z axes for high positional accuracy and a touch spindle probe and 3-D tool probe package.

Meanwhile, the DVF 6500 (pictured left) is a high-performance simultaneous five-axis machining centre equipped with a powerful, oil-cooled and directly-driven BT40 spindle, a 650mm diameter direct-drive rotary tilting table with a 1,000kg maximum table load, a servo-driven ATC, roller LM guideways and integrated thermal compensation. The machine supplied to NuMachine was also equipped with the Heidenhain TNC 640 control, as well as a 12,000rev/min spindle and a touch spindle probe and 3-D tool probe package.
Mr Davies added: “The capacity and capabilities of both machines were exactly what we required for machining the automotive castings. The fact that they were in stock enabled Mills CNC to start work on the turnkey projects quickly — which was another plus point.”
The arrival of the two new machines necessitated the craning in of both machines through the roof. Mr Davies reflected: “This was a turnkey installation as well. The roof needed to be lifted and almost all of our other machines had to be moved or repositioned in order to site the two new Doosans. Thankfully this was all accomplished with minimal disruption thanks to Mills’ operations and logistics team.”
The VCF 850LSR and DVF 6500 machining centres with their innovative fixturing have helped NuMachine o significantly reduce part set-up and cycle times, ensure component quality consistency and improve process reliability.
Although the machines are essentially ‘tied-up’ machining the B-pillars and suspension mountings at this moment in time, the company now has two high-productivity and readily-accessible five-axis machining centres at its disposal for future work.
Mr Davies concluded: We are a company committed to continuous improvement and the recent investment in the two Doosan five-axis machines is further evidence of this. By constantly investing in our people, in our plant and equipment and in our processes and systems we are determined to be ‘the best we can possibly be’.