In a world first, Starrag has developed and installed a flexible manufacturing system (FMS) for the automated complete machining — incorporating combined milling and turning on Starrag machining centres — of Inconel and titanium airfoil variable guide vanes.
Machined from forgings, the parts leave the FMS ready for assembly.
The system, which is due to be commissioned later this year, has been designed to provide significant production benefits (compared to the customer’s existing machining routines).
These include: the complete machining of 160mm-long blades in under 50min, instead of hours; the replacement of at least 80 ‘conventional’ turning and milling machines and separate set-ups, as well as saving the associated operator presence of at least one person per machine for each shift; and unmanned operation for at least 24hr periods (sometimes for up to 36hr), while accommodating random batch sizes of blades of either material type.
In addition, the FMS offers: automated loading and unloading, along with automated set-up change; milling, turning, threading, polishing, measuring, washing and laser marking processes; 24/7 operation; the output of finish-machined and ready-to-assemble completed blades; 100% inspection conformance and QC certificates for each blade; and 100% process tracking and traceability, with each blade carrying a unique identification code.
Developed over 18 months, the multi-million-euro FMS comprises a mixture of best-in-class manufacturing technologies from various suppliers, brought together and integrated by Swiss-based Starrag, which also has manufacturing plants in Switzerland, Germany, France, the UK (Birmingham) and India (
www.starrag.com).
That said, the system is based on seven Starrag LX 021 machining centres, which complete all blade turning and milling, as well as blade threading and parting off.
The LX 021 is a five-axis vertical machining centre that has been specifically designed by Starrag to machine blades.
It features a 20kW (22.5Nm) 30,000rev/min spindle, a 4,000rev/ min turning capacity, a work envelope of 400 x 200 x 410mm, 360deg of rotation in the A axis, and -45/+95deg movement in the B axis (swivel).
Furthermore, any blade of the two material types can be processed on any of the Starrag machines without operator involvement.
This has been achieved by establishing the same single datum for every workpiece and using standardised fixturing (designed and built by Starrag).
Robotic automation
The oversize (by 1-3mm) forged blade blanks are held in storage cassettes. An overhead gantry robot picks up a cassette and loads it into the system. The robot then selects grippers to handle the fixtures and the blanks/finished blades.

The robot subsequently places a blank into the first fixture at the automatic set-up station; the fixture is next moved into one of the LX 021s where the blade’s clamping faces are machined.
Both the workpiece and fixture are then washed, before the blade is re-fixtured for airfoil and shaft milling and turning.
The robot then moves the blade to the polishing and deburring cell, where the airfoil and edges are polished (wet and dry polishing to Ra 0.3µm on machines with automatic abrasive belt changers), before re-fixturing and another wash prior to measuring on a CMM, using both tactile (touch probe) measuring and optical scanning.
Finally, each blade is laser-marked with a unique code.
The fixture-and-blade assembly is then washed again, before the blade undergoes thread cutting and the removal of its clamping faces in an LX 021.
These processes are followed by another wash, before returning to the CMM for a second measuring sequence that checks blade alignment and orientation.
Each finished blade is then transported back to the automatic set-up station and replaced in a cassette.
The only human involvement in the manufacturing process is the manual loading of the forgings into cassettes, the off-line pre-setting of all tooling using a Zoller pre-setter and a Balluff chip reader, and loading the tools (these are solid-carbide, designed and manufactured by Starrag) to each of the LX 021’s 90-station tool changers.
Doubling up
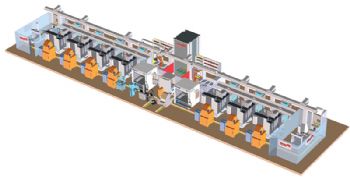
Once in the cell, the entire movement of blades between the individual stations, including inspection, is carried out automatically by two gantry-mounted ABB six-axis robots.
The use of two robots not only minimises overall travel times along the 40m-long cell but also means that one robot can take over all handling duties if the other one is out of action.
Indeed, the system has been designed so that there cannot be any single source of failure due to — for example — scheduled maintenance.
As well as the seven LX 021 machines (each with a four-pallet buffer station), there are two Cellro washing machines, two Flexmill grinding/polishing machines with ABB six-axis robots, and two Hexagon-Leitz co-ordinate measuring machines with a three-pallet buffer.
A tower storage magazine holds workpieces, their fixtures and robot grippers, as well as 1,500 blades (this capacity allows extensive unmanned running). In addition, there are two buffer stations for fixtures and two robot gripper stations.
Klaus Struebel, Starrag AG’s sales director (Asia Pacific region), said: “If all the machines and gantry robots are considered as the ‘working limbs’ of the FMS, then Starrag’s development of the software that integrates all aspects of the system can fairly be described as its lifeblood.

“This production control software centrally integrates and manages all aspects of the FMS’s operation, as well as the collection and evaluation of production and measurement data for each workpiece.
“In addition to generating production and measurement reports in real time, the software can be integrated into the customer’s ERP system for order definition, machining program transfer and tool lists — plus it automatically generates resource requirements lists for advanced production schedules.
“Furthermore, the machine condition monitoring and diagnostics data — including status monitoring of the Starrag machines, gantry loader, loading stations and pallets — is interfaced with Starrag’s Integrated Production System, which forms a key part of the company’s Industry 4.0 strategies.”
Current customer
Mr Struebel continues: “Our customer, an existing user of Starrag machines — including STC machining centres for casings and blisks for the commercial as well as military aircraft markets — wanted to reduce operator involvement and eliminate potential errors in the manual transfer of blades between machines and processes.
“It also wanted to eliminate idle times, to have integrated and consistent high-quality polishing and deburring, and to have full traceability of every part.
“Moreover, this customer wanted to deal with just one supplier — to have just a single point of contact.
“Starrag was able to fulfill this requirement, drawing on more than 25 years’ expertise in developing FMSs for aero-structures and casings, as well as airfoil parts — and integrating all other manufacturing aspects required using advanced software functionality.
“The result is the world’s first system for unmanned blade machining.
“It will generate extraordinary production rewards with consistently high-quality output for a company that is installing the ultimate blade-manufacturing system; it will be unrivalled in sophistication and productivity for the foreseeable future.”