 Mr Barlow with the Mitsubishi MV2400S wire EDM
Mr Barlow with the Mitsubishi MV2400S wire EDMDerbyshire-based Precision Engineering Services (Buxton) Ltd, a small sub-contract toolmaking and machining business, has carved out a niche in the production of press and mould tools for the construction and DIY sectors. Producing everything from CNC machining and sub-contract wiring of press and mould tools to maintaining and repairing precision tools for its customers, the sub-contractor undertakes a significant amount of wire EDM work — this is why it has just invested in a Mitsubishi MV1200S wire EDM machine supplied by the
Engineering Technology Group (ETG).
The manufacturer, which has a facility in Buxton, has a selection of manual and CNC machine tools as well as a die-sink EDM machine and a wire EDM. However, with the company’s 12-year-old Mitsubishi BA8 wire EDM being the busiest machine in the company, its precision levels were inevitably diminishing after more than a decade of non-stop operation, so the company decided it was time for a replacement.
Managing director Chris Barlow who has taken over the family business he has worked at for almost 30 years, said: “Our Mitsubishi BA8 wire EDM has worked fantastically well since the day we bought it. However, after more than 10 years of non-stop running, the ballscrews were deteriorating and maintaining precision was becoming more of a challenge. We knew the machine ‘inside out’, so we could build in tolerance errors to maintain precision — but we knew that a new machine would be the best way forward. With linear drive technology and tubular shaft motors instead of ballscrews, the new MV1200S has a 12-year accuracy warranty and an optical drive system (ODS) that provides circular accuracy within 1μm, so we will not have this concern in the future.”
Highly productive precision machiningThe toolmaker took delivery of the new Mitsubishi MV1200S in May this year. Mr Barlow continued: “The Mitsubishi BA8 was a brilliant machine and if we had room for both, we would have kept it. When it came to picking a new machine, we did not review the market as we knew that Mitsubishi was the best fit for our business. We did our due diligence when we bought the BA8, moving from another brand to Mitsubishi. After a decade of highly productive precision machining with the BA8 — we have complete confidence in the Mitsubishi brand. Furthermore, we have familiarity with the Mitsubishi platform and transferring all our programs to the new machine was a seamless exercise.”
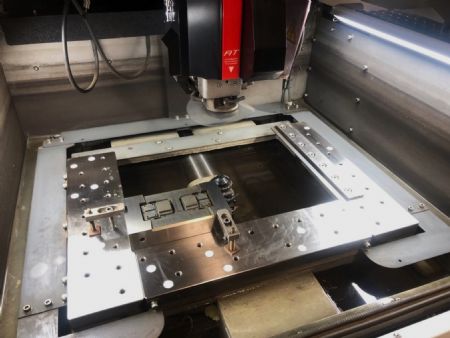 Pictured right: the work envelope of the Mitsubishi MV2400S
Pictured right: the work envelope of the Mitsubishi MV2400SThe installation of the new Mitsubishi MV1200S and its commissioning proved a stress-free transition with minimum disruption to Precision Engineering Services. Mr Barlow explained: “Migrating our programs to the new machine was very easy. We could either edit the NC files on the machine control or we could run the programs through our EdgeCAM software, delete our old power files, select new processing parameters and re-run through the post-processors. This meant it only took 5min to alter each of our legacy programs whenever a repeat job arrived.”
With the majority of programming done offline in the office with EdgeCAM, Precision Engineering Services is yet to yield the full benefits of programming on the Mitsubishi control system. Mr Barlow explained: “While our programming is still completed offline, there is a huge difference with the new Mitsubishi control panel, as it has the new intelligent ‘D-CUBES’ control.
“This large touchscreen control is user-friendly and intuitive, and we now spend less time scrolling through option menus — everything is right there on the screen. The PC is also far more powerful and much faster. The previous BA8 machine could take 15 to 20min to set up for each different process, the MV1200S takes less than 10min. A 5 to 10min saving may be small, but if you have to reset the machine five to 10 times a day — the savings rapidly add up.”
Signifacantly reduced set-up timesFurther improving the set-up and running time is the new wire re-threading system. Mr Barlow said: “On the old BA8, wire re-threading due to breakages or the resetting of jobs would require the tank to be emptied every time. If you had a job with a profile that required 30-plus holes, this would mean emptying the tank repeatedly, which would take 1-2min every time. With the new MV1200S, the tank only drains to the mid-point and then automatically refills. This means a wire re-thread takes around 30sec as opposed to 1-2min.
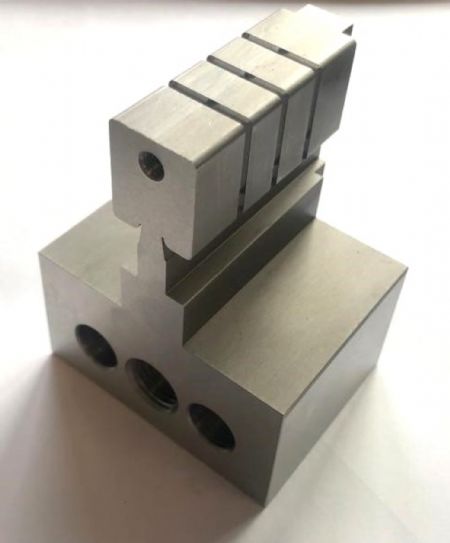 Pictured left: A component processed on the Mitsubishi wire EDM at Precision Engineering Services
Pictured left: A component processed on the Mitsubishi wire EDM at Precision Engineering Services“Another improvement with the MV1200S is the axis positioning when the wire breaks. On the previous machine, if the wire broke, the machine would return to the start position, re-thread the wire and then jog through the programmed path until it returns to the wire break point — and then it would resume cutting.
“With the MV1200S, it re-threads the wire at the wire break point and immediately resumes cutting, saving valuable time. These incremental savings, like the machine setting on the CNC, are the culmination of lots of small updates that add up to considerable savings when it is calculated every day or week.”
With regard to overall cutting time, Mr Barlow states that the generator on the previous machine was only one generation behind that of the MV1200S. “The speed of cutting is always restricted by the wire. However, features that would take four passes to finish on the BA8 can now be done in three or sometimes two passes. This improves our productivity by 25 and even 50% in some cases. For example, on a hole we would previously take away the slug with the first cut and follow this with a skim cut to take the hole or feature to size. The third and fourth cuts will be finishing cuts to obtain the high-quality surface finishes we need. With the MV1200S, the second cut to size is often of high enough quality — but we may sometimes need a third pass.”
This 25 to 50% productivity improvement is credited to the new V350 generator which has a significantly higher effective clock rate. The voltage is built up faster and with greater precision thanks to reduced capacitance loss. With a faster voltage build-up, spark duration and working voltage can be lowered, so customers like Precision Engineering Services will notice higher surface quality and lower power costs.
Mr Barlow concluded: “The machine is faster, more powerful and more precise than its predecessor. The more we familiarise ourselves with the machine and the intuitive new control system, the more we find features that can improve our productivity beyond the realms of what we thought possible. The service and support from ETG has been fantastic throughout and its EDM experts are always on hand if we need them.”