In injection moulding, the cooling time of a finished product can comprise as much as 70% of the overall cycle time, the main reason being that in ‘conventional’ mould making the cooling channels for temperature control can only be drilled in a straight line. This means that hot spots in a mould may be out of the coolant’s reach.
However, by using the direct metal laser sintering (DMLS) capabilities of an AgieCharmilles AM S 290 Tooling machine from Coventry-based GF Machining Solutions Ltd (
www.gfms.com/uk), it is possible to integrate optimised conformal cooling channels into the mould using an additive-manufacturing (AM) process.
These channels ensure faster and more-even heat dissipation, which in turn reduces thermal stress in the mould and prolongs its service life. Moreover, the quality and dimensional accuracy of the plastic part are also increased — and there can be a significant reduction in cycle times.
In 2016, GF Machining Solutions collaborated with GF Piping Systems on a project aimed at improving the quality of a plastic part for a valve used in the chemical industry.
This project involved the use of GF Machining Solutions’ latest AM technology to build metal mould inserts with integrated, intricate and optimally positioned conformal cooling channels designed to ensure improved part quality, shorter cycle times and reduced scrap rates.
The AgieCharmilles AM S 290 Tooling solution incorporates powder bed-based direct metal laser sintering (DMLS) technology from the EOS M 290 system with the necessary software, automation, secondary processing technologies (this includes EDM, milling and laser texturing) — plus measurement and inspection equipment.
The plastic parts for the valves in question (type PRV DV50) often have post-injection defects, which can result in them being rejected and scrapped.
Typical defects include visible sink marks on the surface, insufficient ‘O’ ring flatness, and ‘welding lines’. With the PRV DV50 valves, such weld lines can become the ‘weak’ spots where leakages occur.
The primary cause of these quality issues is parts and features of the plastic component cooling at different rates within the mould. This is due to the non-optimised positioning of cooling channels in the mould/mould insert, when they are produced by traditional metal cutting technologies such as milling and drilling or by EDM.
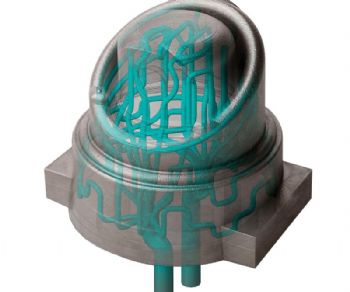
With AM, conformal cooling channels can be made to follow the contours and features of the injected parts.
GF Machining Solutions’ AM team — in conjunction with Innovation Plastique Composites (IPC), a French Institute specialising in plastics and mould tool thermal management — worked on behalf of GF Piping Systems to design the channels and simulate the resulting moulding process to confirm the effectiveness of the conformal cooling as designed and ensure that the structure and hardness of the inserts are not compromised.
GF Machining Solutions and IPC developed a ‘technology strategy’ for the project that defined what parts of the mould insert would be created using AM and what parts would be produced using more-traditional technologies.
Martin Spencer, managing director of GF Machining Solutions UK, said: “We only wanted to ‘print’ those areas where AM adds discernible value to the manufacturing process. There’s is no point using AM to ‘re-invent the wheel’, especially if there is no economic advantage in doing so.”
The team concluded that conformal channels in the lower base of the core and cavity could not be optimised, so it decided that these channels would be manufactured using conventional machining techniques, leaving AM to produce an upper core featuring conformal channels.
GF Piping Systems wanted stainless-steel mould inserts, so Corrax powder was selected as the AM build material. The insert building process required 2,500 layers of powder (approx 50µm per layer) and about 60hr of production time.
The mould inserts were printed directly onto the building platform, and after separation (using a Cut E350 wire EDM machine) they were heat-treated to 52-54 HRC.
They were then milled as required, using a Mikron five-axis machining centre, and finished on a Form 20 EDM die-sink machine to achieve the high level of surface finish specified.
The new inserts were identical in terms of their size and geometry to the previous ones (made from Ampcoloy) used by GF Piping Systems, the main difference being their internal structure.
During tests, the new inserts with their conformal cooling channels helped to reduce part cycle times by 16%.
Furthermore, the inserts had been designed to allow the use of Variotherm technology; this allows water at different temperatures to be ‘injected’ into strategic parts of the mould to further optimise the process.
As a result, the plastic valve parts exhibit fewer sink marks, ‘O’ ring flatness has been improved, and the ‘welding lines’ have been reduced in depth.