 Robot-assisted high-pressure water-jet deburring
Robot-assisted high-pressure water-jet deburringWhere components must be deburred reliably and leave the process with the required level of technical cleanliness at the same time, the right process design determines quality, cost-effectiveness and process reliability. For such requirements, BvL Oberflächentechnik offers a water-based cleaning solution in which high-pressure water-jet technology is used as part of a holistic system.
After machining processes such as drilling, milling or turning, burrs often remain on components and what may initially appear to be only a minor material projection can lead to significant technical and economic consequences later in the process. A burr is a body formed on the surface of a workpiece that protrudes beyond the workpiece surface and impairs its function. It is caused by the interaction between tool and material during machining, with the result that material is not cleanly separated from the workpiece, but instead displaced, bent or left behind.
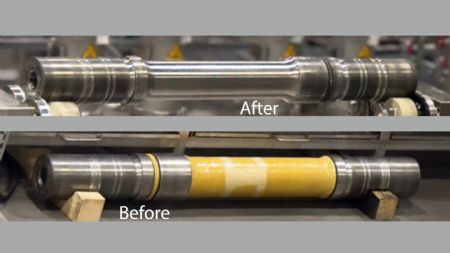
 Pictured left: Precise paint stripping of a wheelset axle in the railway sector with consistently high quality using high-pressure water-jet technology
Pictured left: Precise paint stripping of a wheelset axle in the railway sector with consistently high quality using high-pressure water-jet technologyThe causes are varied: process parameters, material behaviour, tool geometry, cooling lubricant conditions, tool path and, not least, tool wear all have a direct influence on burr formation. In many processes, burr formation can be minimised but not completely eliminated. That is precisely why burr formation is a systemic by-product of many machining operations and why deburring is a key quality factor.
Burrs can severely impair the function and safe handling of a workpiece: sharp burrs increase the risk of injury for operators, reduce fit accuracy, interfere with sealing surfaces, impair guides and bearing seats, and may break off and clog valves, channels or bores as chips. This is particularly critical for precision components such as hydraulic parts, battery trays, gearbox housings or cylinder-head components.
Deburring is therefore not a cosmetic finishing step, but a production-critical process step. Accordingly, the range of available methods is broad. In addition to manual deburring using hand tools, industry also uses brushing and grinding methods, vibratory finishing, thermal deburring, electrochemical deburring and high-pressure water-jet deburring.
This article focuses on high-pressure water-jet deburring because it combines deburring and cleaning in a single process step and demonstrates its strengths particularly well in complex geometries, at defined deburring points and wherever high cleanliness requirements apply. Wherever burrs must be removed reliably and chips and adhering contaminants must also be flushed out of bores, channels and functional areas, this process offers particular advantages.
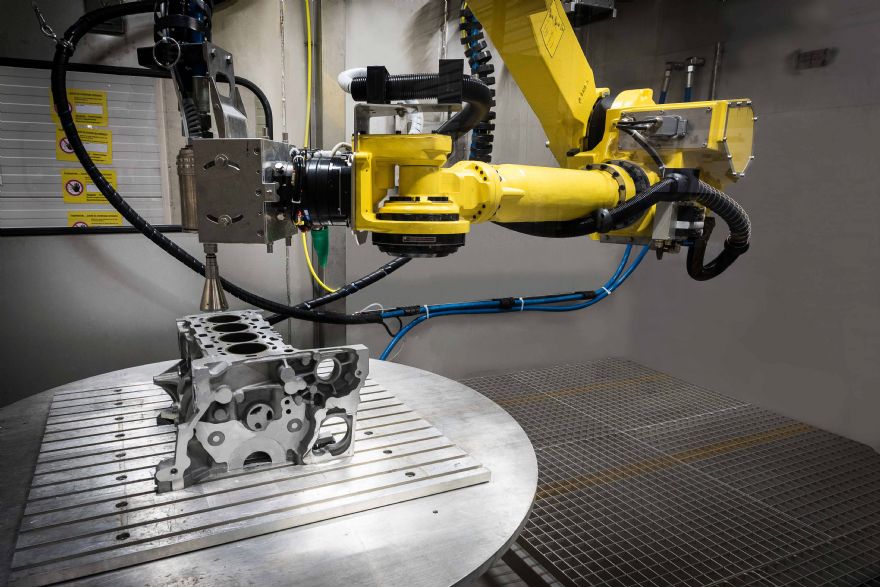
High-pressure water-jet deburring for various applicationsHigh-pressure water-jet deburring uses the kinetic energy of a precisely guided water jet to break off burrs at defined points while also removing chips and reducing contamination. The technical basis for deburring with high-pressure water always includes a high-pressure unit to generate pressure, a high-pressure tool or nozzle system to shape the jet, and a handling system to create the relative movement between component and nozzle.
 Pictured right: A holistic system concept: deburring, pre-cleaning and final cleaning, filtration, drying and automation are optimally coordinated both technically and economically
Pictured right: A holistic system concept: deburring, pre-cleaning and final cleaning, filtration, drying and automation are optimally coordinated both technically and economicallyThe operating pressure demonstrates the wide range of the process. In many cases, pressures between 300 and 800bar are used. However, there is no standard pressure; instead, the process is designed specifically to suit the component, material, burr and cleanliness requirements. Pressures may start as low as 100bar and reach up to 3,000bar in special systems. The process is also suitable for a broad range of materials. Typical materials include steel, aluminium, cast parts and forged parts. What matters is not the material alone, but the combination of material, burr root, accessibility and required cycle time.
In addition to deburring, high-pressure water-jet technology is also suitable for paint stripping and for removing stubborn residues. Wherever the substrate must be protected while defined layers or contamination are removed reliably, water-jet technology plays to its strengths.
In railway maintenance, for example, paint can be removed from wheelsets using high-pressure water-jet technology in preparation for crack testing, without the risk that existing cracks will be concealed by other abrasive blasting methods used for paint removal.
Where the process excelsIn addition to protecting the material, high-pressure water-jet deburring is especially attractive for complex geometries. Lance systems with rotating nozzles are used for bores and channels. For defined locations, robot-controlled systems can guide the component precisely to the nozzle – or the nozzle to the component. This is a key advantage in practice: deep bores, blind holes and undercuts are often difficult to access, but can be reached much more effectively with water-jet technology.
Compared with thermal or chemical deburring methods, the process works without significant heat input and without aggressive media. This avoids distortion and chemical residues. In contrast to mechanical deburring or brush deburring, there is also no direct contact between the deburring tool and the component. This protects the component and reduces tool wear, even though pumps, nozzles and filtration naturally remain maintenance-relevant.
A major economic advantage is the combination of deburring and cleaning. The water jet not only removes the burr itself, but also detaches chips, dust, coolant residues and other contamination from the component surface and from inside the component. Depending on the cleanliness requirements, either no additional cleaning is needed after deburring or only a final cleaning stage is required.
Environmental benefitsAnother strong argument in favour of high-pressure water-jet deburring is its environmental performance. Water as a medium is fundamentally environmentally friendly and can be recirculated effectively in many applications. Where process water is operated in a closed loop, this creates real potential for greater resource efficiency and lower costs.
To ensure that the advantages of the process can be used reliably over the long term, filtration plays a central role. High-pressure units in particular are highly sensitive to particles in the process water. For precisely this reason, a carefully designed multi-stage filtration and water-treatment concept is not an accessory, but an integral part of reliable high-pressure deburring.
As powerful as high-pressure water-jet deburring is, the decisive factor for process success is always the right process design. Not every burr profile can be handled optimally with high pressure alone. That is exactly why an application-specific system concept is essential, one in which deburring, cleaning, filtration, drying and automation are meaningfully coordinated. The process shows its particular strengths wherever complex geometries, high cleanliness requirements, automation capability, as well as resource conservation and environmental sustainability are all required together.
A system partner for integrated deburringThis is where BvL Oberflächentechnik positions itself: at the interface between deburring, cleaning and automation. As a family-run partner for water-based industrial cleaning and paint-stripping systems, BvL does not develop isolated individual processes, but holistic concepts. Depending on the component, burr profile, material, cleanliness requirements and cycle time, these range from pre-cleaning and high-pressure water-jet deburring through to final cleaning, filtration, drying, cooling and automation. The result is integrated process in which deburring, cleaning and handling are coordinated in an optimal technical and economic way.
For high-pressure water-jet deburring, BvL offers the Geyser product line. This platform is designed for deburring and cleaning and can also be configured for paint stripping if required. It combines variable pressure ranges, robot systems for maximum flexibility, interchangeable water tools, and upstream and downstream cleaning processes. At the Technical Center in Emsbüren, different cleaning, drying and deburring systems can be tested using original components in order to design the system type, process, automation and drying specifically for the application.