Sheffield-based
Ceratizit UK & Ireland Ltd has introduced the PCD MaxiMill SEC12 face milling cutter to target the machining of crankcases, cylinder heads and other automotive-related components made from aluminium and non-ferrous metals, the interiors of which must remain chip-free.
Key to the success of the new tool is the design of the insert seat and cutting insert topology, supported by the coolant pressure, which create a suction effect, that at high speed clears virtually 100% of the chips away from the workpiece.
Anyone working in engine manufacturing will be familiar with this problem — during the conventional face milling of crankcases and cylinder heads, chips fall into the water chambers and get stuck there to such an extent that they cannot be completely removed by the automated washing process.
They must be laboriously removed by hand, which involves additional time and costs, and if chips remain, the expensive component might even have to be scrapped.
The new PCD MaxiMill SEC12 [Suction Effect Cutter with 12mm insert size] face milling cutter eliminates this problem, saving time and cost. Thanks to cutting inserts with a ground-in chip removal notch and their clever positioning in the body of the milling cutter, the tool develops a suction effect that clears the chips away from the component.
Chip evacation further enhancedIn addition, the working angle from the flat surface is approximately 30deg, which means that hardly a single chip can enter the interior of the component. Chip evacuation is further enhanced by coolant flow, which is applied at the optimum pressure behind the chips.
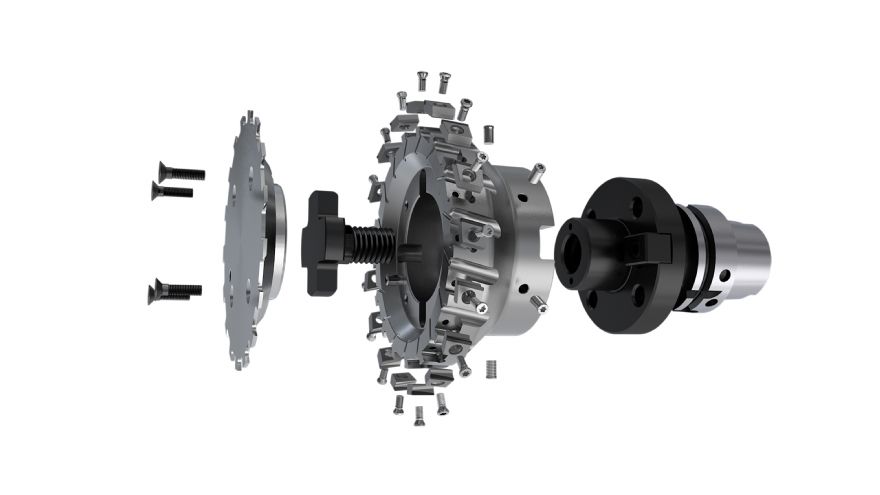
The face milling cutter also offers numerous other advantages, including its modular design (made entirely of stocked standard components), which enables individual versions to be created for any requirement. The milling cutter consists of a milling adapter in HSK-A63, -A80 or -A100 design, which holds the base body of the face mill.
These are available in diameters of 50 Z6, 63 Z8, 80 Z10, 100 Z12, 125 Z14 and 160 Z18mm, to guarantee ideal, and cost-effective, machining results. Further sizes and variants that are customised to individual requirements are available on request.

The PCD inserts are characterised by an extremely long service life with cutting speeds up to 3,500m/min. Refinements in the geometry of the insert enable feed rates of 0.1 to 0.2mm per tooth. The number of teeth has been calculated to match the power of standard machining centres available on the market.
Ceratizit is offering two variants for roughing: one for up to 8mm width of cut and one for maximum 4mm width of cut that reduces costs due to a lesser amount of PCD being used. This means that customers can independently configure the optimum tool for their application and machine.
Assembling the Ceratizit MaxiMill SEC12 is a simple ‘plug and play solution’ — even the inserts can be fitted without the need for adjustment thanks to their precision manufacture. For particularly stringent quality requirements, users can fine-balance the tools using the heavy metal screws on the milling cutter flange — to a balance quality of G2.5.
The resulting high radial run-out accuracy preserves the spindle, guarantees a longer tool life and lower vibrations and even enables a surface quality of approximately Rz=20µm during roughing.
The roughing portfolio of the new Ceratizit MaxiMill SEC12 is now in stock with a finishing portfolio to follow in the near future. This standardisation has further advantages such as permanent availability and an excellent price-performance ratio.