 Walter
Walter has expanded the scope of its X-treme Evo solid carbide drills from the DC160 Advance line by introducing lengths from 16 to 30xD; enabling the range to now include deep-hole drilling.
As the successor to the Alpha 4xD drills, the DC160 Advance also makes deep-hole drilling possible in a single operation without pecking. This is credit to incorporating all the advantages of Walter’s XD Technology.
Complementing the existing 3, 5, 8 and 12xD ranges, the new arrivals include the 16, 20, 25 and 30xD for drilling high-precision holes with stability and concentricity. The 16 and 20xD drills are available in diameters from 3 to 16mm whereas the longer 25 and 3xD variants are offered in diameters from 3 to 12mm. The through-coolant drills are available with an overall length from 89 to 430mm depending upon the depth by diameter ratio drill selected.

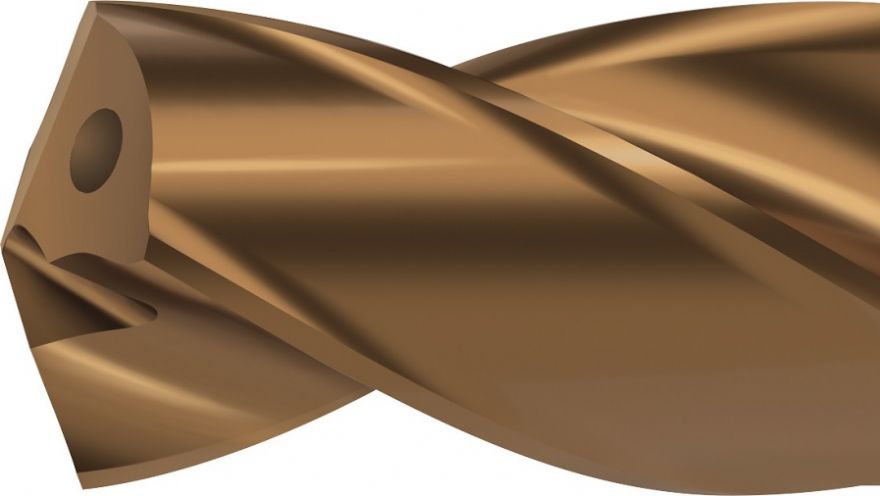
The coating and geometry have been optimised and just like the existing versions of the DC160 Advance, the deep-hole drills also feature the innovative new thinner web with 140deg point angle and the fourth land in an advanced position.
The new thinner web ensures increased positional accuracy and reduces centre cutting forces while the advanced position fourth land optimises the guidance of the drill.
Furthermore, the new drills incorporate a pronounced chip gullet relief that creates a smooth and efficient cutting action upon initial entry. This softer cutting action reduces the required feed force and this subsequently eliminates deflection.
The X·treme Evo features Walter’s extremely wear-resistant WJ30ET and WJ30EU grades and the the very tough K30F micrograin substrate and the TiSiAlCrN/AlTiN multi-layer coating. The layer structure makes the drills both tough and wear-resistant and plays a crucial part in the process reliability and performance of the DC160 Advance drills.
This makes it possible to achieve a long tool life and high cutting data. The advanced fourth land is engaged quickly and this consequently optimises drill guidance, particularly for inclined entries and exits.
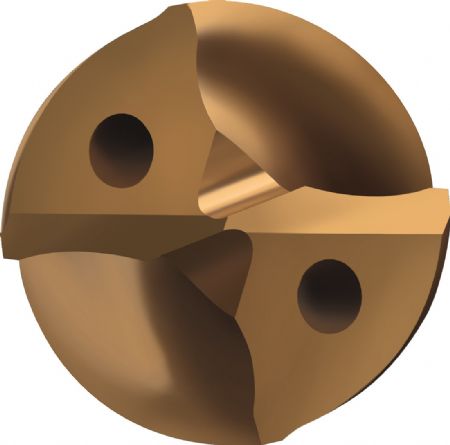
Moreover, the polished flutes from 8xD optimise chip evacuation and reduce cutting forces. This combines with a new type of face geometry that creates a large amount of space for chips in the centre and improves chip removal in soft materials. The steep approach angle reduces the feed force and improves positioning accuracy.
Typical application areas of the drills that are available with or without through coolant include the general mechanical engineering industry as well as the mould and die making, energy, automotive and aerospace industries.
Walter offers intermediate sizes and special dimensions via its Xpress service with faster delivery times.