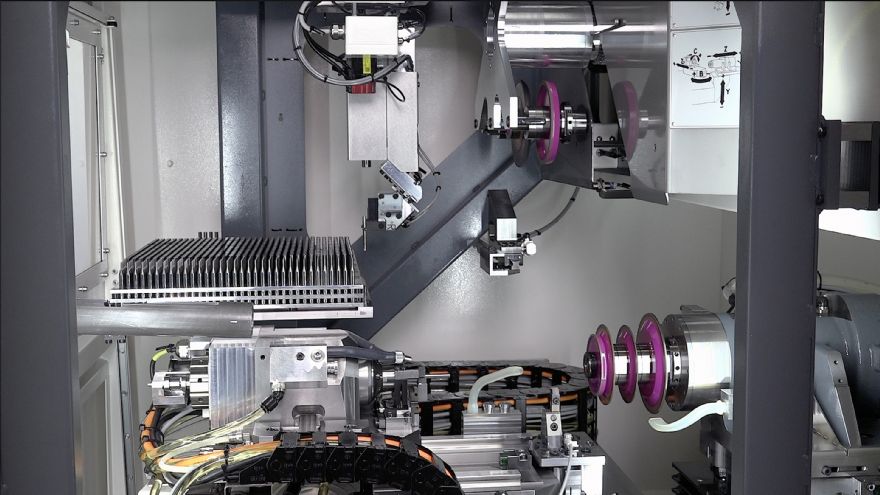
 A view inside the GrindSmart 660XW showing the workhead on the left, grinding spindle to the right and six-position automatic wheel-pack changer above
A view inside the GrindSmart 660XW showing the workhead on the left, grinding spindle to the right and six-position automatic wheel-pack changer aboveThe economical manufacture of cylindrical cuttings tools has historically necessitated the use of at least two grinding machines: a ‘blank prep’ cylindrical grinder followed by one — or even two — multi-axis machines to grind the tools neck, flutes and the end-face tip.
While, in theory, these operations could all be done on a multi-axis tool grinder, they cannot be done efficiently and cost effectively as the grinding wheel diameters are small and the rotary speed of the headstock low, resulting in long cycle times; and without support, the tool being processed will deflect during grinding — unless cutting feeds are kept very low.
However, Chris Boraston — managing director of Coventry-based
Advanced Grinding Solutions, which represents the Swiss machine tool manufacturer Rollomatic in the UK and Ireland — says the unique hybrid design of Rollomatic’s new GrindSmart 660XW grinding machine overcomes these issues, as it combines, for the first time, the power and performance of a ‘blank prep’ cylindrical grinder with the flexibility of a multi axis-tool grinder, thereby allowing all machining operations to be carried in a single and highly efficient automatic operation on the one machine and in one clamping.
“Rollomatic’s newly developed GrindSmart 660XW tool-grinding machine, which received its debut at the recent EMO exhibition, brings dramatic gains in production efficiency for tool manufacturers, because lengthy set ups on multiple machines are avoided altogether, and the handling and storage of partly finished tools between machines is also negated completely.
“The production efficiency of the traditional multi-machine production method for standard end mills is typically in the region of 11%; this is increased to some 82% on the Rollomatic 660XW machine. There are also large savings in manpower as the number of machine types needed is just one — a fact that also minimises the floor space required.”
The machine, which is equipped with a large-capacity loader that accommodates up to 1,360 tools in six pallets, features the latest in linear-motor technology on each linear axis, and a 14kW constant torque synchronous grinding spindle (maximum speed 12,000rev/min) designed to ensure maximum grinding efficiency for all types of cutting tools — ranging in diameter from 0.1 to 12.7mm.
The machine has four linear axes (Zp on the workhead, along with X, Y and Z on the grinding spindle), two rotary axes (B and C on the workhead), and accommodates up to six ‘auto-changeable’ wheel packs, each with up to four grinding wheels per.
The GrindSmart 660XW also features a workhead that is identical to that used on Rollomatic’s ‘blank prep’ cylindrical grinding machines. This can run at up to 3,000rev/min and is mounted to its own linear CNC axis, thereby allowing the use of the well-known Rollomatic-developed peel grinding process.
Close supportMr Boraston said: “With this process, the position of the grinding wheel remains fixed and very close (1-2mm) to the steady support, with the tool blank fed through in a manner that is similar to a sliding-head lathe.

“As the grinding position doesn’t change and is always close to the point of support, it doesn’t matter how long the tool is as there are no deflection issues. For the actual drill/tool-grinding applications, a special steady-rest (separate to that used for peel grinding) combines optimal tool support for all fluting and point grinding operations; and while this is a totally new design of grinding machine that combines all necessary grinding operations, it actually has a smaller footprint than standard five-and six-axis tool-grinding machines that do not offer a true cylindrical grinding capability.”
Like all Rollomatics, the GrindSmart 660XW is extremely accurate, being easily capable of holding a tolerance of 2um on tool runout across large batches; and as with all Rollomatic grinding machines, it comes with a three-year ‘unlimited hours’ parts and labour warranty. The machine also comes with all cutting tool software; this is supplied free of charge and is updated (again free of charge) when Rollomatic’s software department releases updates for new tool geometries.
Mr Boraston added: “Rollomatic’s target when developing this new ultra-efficient lean grinding process was to remove as many non-added-value operations as possible. This has been accomplished as multiple machine set up’s by operators is no longer required, work in progress has more or less been eliminated and there is no intermediate batches of tools awaiting transfer from one machine to another.
“The feedback already received from major cutting tool manufacturers regarding this machine has been amazing. They have immediately recognised that the huge gains made in simplifying production management not only makes production considerably easier to control but also provides large cost savings from reduced manpower and the removal of non-value added operations — thereby improving tool manufacturers’ competitiveness.
He concluded: “The large reductions in lead times that this truly one-hit machining method brings are also really important as work is not held up waiting for a second or third grinding machine to become available; and if a batch of tools is needed quickly then the ability to load blank carbide rod into the 660XW machine and to get totally finished cutters from it is a huge benefit.”