 Sir David McMurtry, executive chairman of Renishaw, who founded the company on 4 April 1973 with John Deer, currently Renishaw’s non-executive deputy chairman
Sir David McMurtry, executive chairman of Renishaw, who founded the company on 4 April 1973 with John Deer, currently Renishaw’s non-executive deputy chairmanThe UK company
Renishaw — it has its main offices in Gloucestershire and is listed on the London Stock Exchange’s FTSE 250 Index — is a global company with two operating segments: manufacturing technologies; and analytical instruments and medical devices. Furthermore, over the past 50 years, its products have revolutionised key aspects of component manufacturing and scientific research, thereby ensuring that companies have the high-performing precision products that we use in our daily lives.
Indeed, Renishaw says that from the manufacture of aircraft, cars, smartphones, electric-vehicle batteries and solar panels, to brain surgery and dentistry “there is barely an industry that does not in some way benefit from the company’s ongoing innovations”; and while Renishaw’s contribution to our world may not always be apparent, often due to commercial confidentialities, its impact can be seen all around us, from projects below ground to space exploration.
“For example, the precision-fit concrete panels for the Channel Tunnel that links the UK and France were inspected using Renishaw measurement systems. The Terracotta Warriors in China were investigated using the company’s analytical equipment, and some of the European Space Agency’s satellites use Renishaw encoders to ensure that transmitters and receivers are precisely aligned for communications to and from Earth.”
Will Lee, Renishaw’s chief executive, added: “This is a year to reflect on the tremendous achievements of our co-founders and employees past and present, who have done so much to advance precision manufacturing globally, and to look forward with confidence to future decades of innovation and growth. The formula that has ensured Renishaw’s success over the past 50 years remains at the heart of our approach to business: investing heavily in research and development to ensure a continuing stream of world-leading products; a commitment to high-quality in-house manufacturing that ensures we can meet the exacting requirements of our global customers; and a focus on excellent local customer service and support through our wholly owned subsidiary operations.”
Global and successful Renishaw certainly is, with over 5,000 employees located in the 36 countries where it has wholly-owned subsidiary operations. That said, most of the company’s R&D work takes place in the UK, and its largest manufacturing sites are in the UK, Ireland and India, where there are some 1,800 staff, of which 60% are directs. Furthermore, for the year ended June 2022 Renishaw recorded sales of £671.1 million, of which 95% were due to exports, with the company’s largest markets being China, the USA, Japan, and Germany.
‘Humble’ beginnings An early touch trigger probe of the type originally designed to accurately measure instrumentation pipes on Concorde’s Olympus engines
An early touch trigger probe of the type originally designed to accurately measure instrumentation pipes on Concorde’s Olympus enginesRenishaw was formed to commercialise a device that was invented to solve a dimensional measurement problem faced by Rolls-Royce when manufacturing the Olympus engines that powered the supersonic aircraft Concorde. At the time, David McMurtry — now Sir David and executive chairman of Renishaw — was assistant chief of engine design for all Rolls-Royce engines manufactured at Filton, UK. The problem faced was needing to measure instrumentation pipes on the engine; at the time, coordinate-measuring machines (CMMs) featured rigid styli that required manual positioning on the component surface, resulting in poor repeatability when measuring delicate components.
The need to be able to measure these parts accurately was so urgent that Mr McMurtry worked over a weekend at his home, where he designed and built a prototype touch-trigger probe for CMMs. This device not only solved the problem faced by Rolls-Royce but also similar challenges being faced by many precision manufacturers around the world, ultimately allowing measurement on CMMs to be automated for the first time. Rolls-Royce took out a patent on McMurtry’s original design, which was filed on 21 September 1972 and acknowledged him as the inventor.
Around this time, Mr McMurtry discussed the probe with a colleague, John Deer (currently Renishaw’s non-executive deputy chairman), who had a background in machine shop engineering and was looking to form his own business. They both saw the wider commercial opportunities for the invention and Rolls-Royce agreed to license the patent to them — on the condition they had a limited liability company. For expediency, the two purchased an ‘off-the-shelf’ one, and on 4 April 1973 the first Renishaw company — Renishaw Electrical Ltd — was registered.
The original touch-trigger probe is based on a spring-loaded kinematic arrangement of rods and balls that provide six points of contact and ensure that the stylus carrier is held in a ‘unique location with excellent repeatability’. The mechanism allows the probe’s stylus to be readily deflected as it meets the surface of a part, while the spring ensures that the mechanism re-seats when the stylus is in free space. The contact elements are made of tungsten carbide, to ensure that the contact patches (where the material is elastically deformed under the force of the spring) are very small. An electrical circuit runs through the contacts, and it is the resistance through this circuit that is measured by the probe’s electronics.
Mr McMurtry moved to Wotton-under-Edge, Gloucestershire (UK) in 1973 and continued to design the early products. However, following the receipt of Renishaw Electrical’s first commercial order — from British CMM manufacturer LK — production moved to Mr Deer’s home in Chepstow, UK, where the garage was the machine shop, assembly took place in a spare bedroom and administration at the dining room table. In 1976, the fledgling company purchased its first commercial premises, a former ice-cream factory in Wotton-under-Edge. At that time the company had just nine employees but was already supplying most of the world’s manufacturers of co-ordinate measuring machines.
Further applications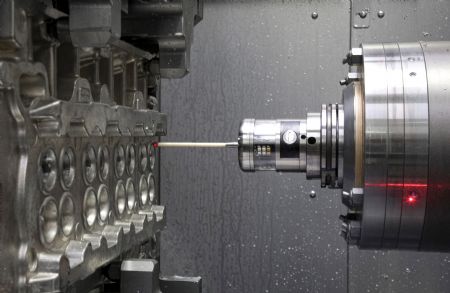 Renishaw’s development of on-machine probing systems has revolutionised machining and brought a raft of benefits to machine shops worldwide
Renishaw’s development of on-machine probing systems has revolutionised machining and brought a raft of benefits to machine shops worldwideAlthough, the touch-trigger probe was invented for use on measuring machines, Mr McMurtry and Mr Deer quickly saw the potential for its use on machine tools with computer numerical control (CNC).
In 1977 Renishaw launched its first commercial probe for such machines; it was demonstrated that year by Kearney and Trecker on a milling machine at the
EMO exhibition in Hanover, Germany.
By 1981, when the trade show returned to Hanover, 32 machine tool manufacturers had Renishaw probes fitted to machines on their stands. The first probe for CNC lathes were also launched that year.
Indeed, Renishaw’s development of on-machine probing systems — spindle mounted, table mounted (both laser-based and contact for tool setting), and turret mounted for lathes — has revolutionised machining and brought a raft of benefits to machine shops worldwide.
For example, a spindle-mounted probe on a machining centre can automatically determine the exact location and orientation of a fixtured component and position or reorientate the machining program accordingly — simplifying and deskilling the setting procedure for an operator or allowing part loading to be automated with no outside intervention. Moreover, initial probing procedures can confirm the viability of the part to be machined; for example, ensuring there is enough material in all areas for the part to meet the specified dimensions and tolerances.
In-cycle gauging can also accommodate variations in the machining process — such as part distortion, cutting tool wear and deflection, and thermal effects — and update process parameters accordingly. All this — thanks to Renishaw — is now standard manufacturing technology and providing significant cost benefits, as is broken tool detection. This can confirm the presence of a tool, a tool’s position (to confirm pull-out has not occurred), as well as broken or chipped tool edges. Indeed, Renishaw says — based on the use of these systems in its own manufacturing operations — that on-machine probing: increases throughput from its existing assets; reduces rework, ‘concessions’, and scrap; reduces human intervention to allow the beneficial use of increased automation; and allows more work to be taken on within a similar machining capacity.
Automating in-house production Renishaw’s RAMTIC system provides a means of reliable and accurate production over long periods of unattended operation
Renishaw’s RAMTIC system provides a means of reliable and accurate production over long periods of unattended operationThis probing capability is also key to the company’s RAMTIC system (Renishaw’s automated milling turning and inspection centre), which was initiated in 1992 as a means of providing reliable and accurate production over long periods of unattended operation. The concept of this system is still in use today.
It features standard vertical machining centres that have been adapted to accommodate mobile plug-in pallet systems or carousels housing fixtures containing ‘kits of parts’, racks for sets of cutting tools, and calibrated artifacts that are of the same material being machined and thereby provide on-machine verification — via probing — of the parts being machined regardless of any temperature fluctuations. Once a carousel has been located with the machine, no further intervention is required until all the parts have been processed.
RAMTIC, which can run unmanned for up to 140hr a week, provides a major reduction in manufacturing lead times, with automated machine calibration and in-process inspection helping achieve consistently high levels of quality and reduced cycle times. Moreover, the replenishment of material and tooling for more than 40 automated RAMTIC systems at the Miskin factory in South Wales requires only four people — and manual intervention at each RAMTIC machine is limited to changing pallet systems. This typically occurs once per day and takes 30min.
Renishaw has also developed forms of sensing technology for both CMMs and CNC machine tools that address the ‘performance limitations’ of the original kinematic resistive probe mechanism — for example, the use of silicon strain gauges made possible by modern compact electronics and solid-state sensing; these measure the contact force applied to the stylus and generate a trigger once the strain exceeds a threshold value. The trigger force is low, the sensing is not dependent on the kinematics, and consistent trigger characteristics are achieved in all directions.
Five-axis capability Renishaw’s REVO (pictured right) is a multi-sensor probe head for five-axis measurement
Renishaw’s REVO (pictured right) is a multi-sensor probe head for five-axis measurementOn the CMM inspection front, there was a significant addition to capability when in 2005 Renishaw introduced the REVO
® multi-sensor probe head for five-axis measurement; this uses synchronised motion of the CMM and the two head axes to minimise a CMM’s dynamic errors at ultra-high measuring speeds. With conventional measurement methods the CMM performs all the movements necessary to acquire the surface data. However, acceleration induces inertial deflections in the machine structure, which in turn induce measurement errors; in effect, there is an upper speed limit (imposed by the machine and servo system stiffness) beyond which measurement cannot be taken with reliability.
Renishaw says its five-axis measurement technology “breaks through that limit by using an articulating head that moves in two rotary axes as it measures, allowing the CMM to do what it is best at doing — moving at constant velocity in a single vector while measuring. As the head is much lighter and more dynamic than the CMM, and with a significantly better bandwidth, it can quickly follow changes in the part geometry without introducing harmful dynamic errors. The result is much faster surface speeds and shorter measurement cycles.”
Renishaw offers two five-axis systems: REVO, which can undertake high-performance scanning, non-contact inspection, and surface finish analysis on a single CMM; and PH20, which allows five-axis touch-trigger measurement.
Another Renishaw milestone was the development of the Equator
® shopfloor gauging system. Launched in 2011, this is a high-speed comparative gauge for the inspection of medium- to high-volume manufactured parts. Its operation is based on the ‘traditional comparison’ of production parts to a reference master part. Moreover, Equator systems can be used in factories with wide temperature variation; by simply ‘re-mastering’, the system is ‘re-zeroed’ and ready for repeatable comparison to the master.
Available with Equator is ‘intelligent process control’ (IPC) software, which fully automates tool-offset updates in CNC manufacturing processes, resulting in improved component precision, as well as reduced setting and process adjustment time. IPC software allows constant monitoring and adjustment of a machining operation, keeping part dimensions close to nominal size and well within process control limits, with any process drift quickly corrected (the close proximity of the Equator gauge to the CNC process allows rapid measurement and process adjustment at the point of manufacture, avoiding time delays or relying on finished-part inspection).
In-house manufactureSince it was formed, Renishaw has been committed to manufacturing its own products. At the Miskin site to the west of Cardiff in South Wales, there are around 700 staff undertaking machining, electronics production, precision assembly and the assembly of Renishaw’s larger pieces of equipment (these include the company’s additive manufacturing (AM) machines). At Renishaw’s Stonehouse site in Gloucestershire, some 220 staff undertake machining, while at the New Mills site — also in Gloucestershire — around 130 manufacturing staff undertake R&D, prototyping, and develop the manufacturing procedures for new products.
Meanwhile, at Woodchester, Gloucestershire, about 530 staff undertake electronics work and precision assembly. The assembly of metrology products has been undertaken in Ireland since 1981 (the present site is at Swords, near Dublin), and more recently in Pune, India, where there is a ‘significant operation’.
 To meet the need for even more capacity, Renishaw is investing around £65 million in 400,000ft2 of additional low-carbon buildings at the 193-acre Miskin site (pictured left); this will comprise two new production halls and an employee welfare facility
To meet the need for even more capacity, Renishaw is investing around £65 million in 400,000ft2 of additional low-carbon buildings at the 193-acre Miskin site (pictured left); this will comprise two new production halls and an employee welfare facilityAt its Miskin and Stonehouse sites Renishaw currently has some 93 and 85 CNC machines respectively. On average, these produce over 1.2 million machined parts a month (more than 14 million parts a year). However, to meet the need for even more capacity, support the manufacture of large capital goods — and meet the company’s ‘net zero’ targets — in summer 2022 Renishaw announced a significant new investment at its Miskin site.
Here, an investment of around £65 million will see a phased development of 400,000ft
2 of additional low-carbon buildings at the 193-acre site; this will comprise two new production halls and an employee welfare facility. This significant investment will almost double the footprint of the site, which Renishaw acquired from Bosch in 2011.
Last year Renishaw also announced that in addition to its commitment to achieve a science-based ‘net zero’ GHG emissions target for all its business operations by 2050, it would also achieve ‘net zero’ for scopes 1 and 2 emissions by 2028 (essentially, scope 1 and 2 are those emissions that are owned or controlled by a company, whereas scope 3 emissions are a consequence of the activities of the company but occur from sources not owned or controlled by it).
By the end of 2024, Renishaw also aims to have refurbished the two existing production halls at Miskin to reduce their carbon emissions. Updates will include new energy-efficient cladding and the replacement of existing heating systems. These sustainability investments complement initiatives at Renishaw’s other global sites, including large investments in roof-mounted solar panels, new car port solar panels, EV charging points to support the company’s move to ultra-low-emission (ULEV) fleet vehicles, a new ULEV salary sacrifice scheme, (initially for UK employees), and feasibility studies to assess the viability of wind power.
Speaking of the Miskin investment when it was announced, Gareth Hankins — Renishaw’s head of global manufacturing — said: “The last two years have highlighted the importance of in-house manufacturing for Renishaw and the control that this gives us in meeting our quality, cost, and delivery targets. This significant investment to increase the group’s production capabilities demonstrates a huge vote of confidence in our manufacturing operations and people, at an exciting time for the business.”
An eye on the futureA key aspect of investing for future success lies in Renishaw’s ability to retain and recruit skilled individuals. The company has a strong track record of growing its own talent pool, having started an apprenticeship programme in 1979 and recruiting apprentices every year since that time, even during business downturns.
In 2022, the company opened applications for what was then a record intake of 96 graduates and 80 apprentices throughout its Gloucestershire and South Wales sites; it also offered over 100 placement opportunities via a mix of industrial and summer placements. Renishaw’s 50th year will again see a significant investment in future talent, with the aim to recruit around 100 graduates and 60 apprentices in the UK.
 Renishaw graduates (pictured right) at the New Mills Innovation Centre with an Equator system
Renishaw graduates (pictured right) at the New Mills Innovation Centre with an Equator systemJulia Russell, the apprentice lead at Renishaw, said: “Apprentices and graduates futureproof the workforce, which is why we have invested so heavily in our early careers’ programmes since 1979. The early careers cohort is heavily involved in projects from the outset, and they always bring innovative and fresh ideas to the team, helping our company to adapt in a rapidly changing industry.
Renishaw has around 20 graduate schemes offering hands-on experience through a series of both rotational placements in different divisions of the company and static schemes in key areas, while the company’s award-winning apprenticeship scheme allows apprentices to gain nationally recognised qualifications up to degree level, alongside on-the-job experience — and the range of schemes allow apprentices to join at different educational levels, from Level 2 up to Level 6.
Last summer, Renishaw again hosted work experience weeks for engineering and software, plus a business and marketing work experience week. The latter saw 20 students aged 14 to 18 from schools in the Bristol/Gloucestershire region take part in virtual and in-person activities that highlighted the wide range of career opportunities available to young people in the engineering sector. Rebecca Bound, early careers STEM outreach officer at Renishaw, said: “Our work experience weeks give young people a taste of the working environment, and all that it entails. The positive feedback we get from students is encouraging as we want to showcase the exciting opportunities that are open to students — both at Renishaw and businesses in general.”
However, Renishaw says the hard work starts years before a young person will ever be employed by Renishaw, with a science, technology, engineering and mathematics (STEM) education outreach programme in the South West of England and South Wales run by four employees who are dedicated to engagement with both primary and secondary schools; and following the success of a dedicated education centre at the Miskin site, in May 2023 Renishaw will also formally open a STEM education centre at its headquarters site in Gloucestershire, UK; this will support students with their science, technology, engineering and maths studies.
A broad range of technologiesAlthough a significant amount of Renishaw’s business is still derived from contact and non-contact measurement systems for CMMs and machine tools, the company has achieved many notable developments over the years. For example, in 1987 Renishaw introduced its first laser interferometer for machine calibration, and this is now a standard tool for most manufacturers of precision machine tools and measuring machines.
In 1991, the company introduced the Ballbar system, which is now a standard tool used by manufacturers around the world to quickly check the dynamic performance of their precision CNC machine tools, while 1995 saw the first laser scale system for position feedback on very large machine tools — of the type typically used in the aerospace industry.
Renishaw has also applied its core expertise in measurement, manufacturing, and process control to develop systems for non-destructive testing using Raman spectroscopy, as well as robots and drug delivery systems for brain surgery. Renishaw is also a ‘technology leader’ in the field of metal additive manufacturing, more commonly known as 3-D printing. In 2019 the company introduced the RenAM 500Q AM system, which brought much improved productivity and lower cost-per-part thanks to its four lasers.