 Olympus NDT
Olympus NDT is located in Quebec’s Michelet Innovation Zone and is a world-leading manufacturer of non-destructive testing (NDT) instruments that are used in industrial applications ranging from aerospace, power generation and petrochemical to civil infrastructure, automotive and consumer products.
Moreover, the company’s technology can identify hidden flaws and imperfections in a wide range of parts and materials, both metallic and non-metallic.
Olympus NDT modern and purpose-built facility operates as the organisation’s principal machine shop, serving multiple Olympus sites in North America.
One of the many components the company manufactures is a precision wedge component that correctly align parts for non-destructive part testing (the wedge is located between a part and the NDT equipment probe, to ensure that the part is positioned at the optimal angle for inspection and that the probe is protected from any damage).
The demand for NDT wedges has grown rapidly in recent years (the Quebec plant supplies four Olympus sites in Canada and the USA), with the increased workload in the machine shop making automation essential to achieve the manufacturing efficiency required; and while the dedicated five-axis machining centre and loading robot used for wedge production allowed the equipment to run through night and weekend shifts, the post-production dimensional inspection of the wedges was creating an unacceptable bottleneck and downtime. An automated in-process inspection solution was deemed necessary.
Olympus NDT specified a completely autonomous manufacturing cell comprising part milling and inspection as well as part handling. This included a
Renishaw’s Equator, as it could ensure reliable inspection results and maintained repeatability at very fast operating speeds.
Equipped with a Renishaw SP25M three-axis analogue scanning probe, the Equator gauge can capture 1,000 data points per sec, thereby allowing each wedge produced to be measured for position and form.
Comparator validationThe Equator gauging system works as a comparator, validating each production part against a master reference part, which is measured first to generate a master data set. Each production part is then measured and compared with the master data set to verify that it is within tolerance.
The measurement data is subsequently used to automatically update CNC machining parameters, maintain control of the process and prevent the production of bad parts (Renishaw’s Intelligent Process Control (IPC) software, which runs on the Equator’s controller, uses inspection results to generate tool offset updates; the updates are then fed back to the machine tool controller to automatically correct for any tool wear).
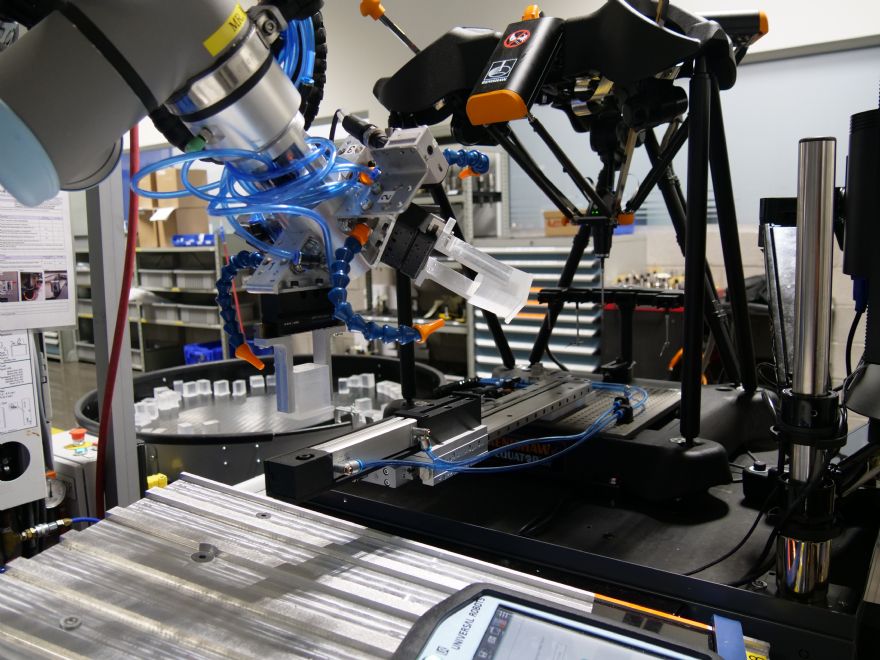
Because the Equator gauge has been fully integrated into the wedge production cell, the need for manual intervention has been removed. Following machining, a robotic part handler retrieves the wedge from the machine tool and places it onto the Equator gauge via a pneumatic transfer system.
The robot and Equator gauge communicate using a digital I/O, whereby the robot communicates when a part has been loaded and the Equator gauge communicates once the inspection cycle has been completed.
Automating the wedge inspection process using Equator has succeeded in helping Olympus NDT achieve its manufacturing and throughput goals.
With support from Renishaw, the complete system implementation took just three months from inception to commissioning; and as an alternative to labour-intensive manual gauging solutions, it has also delivered a rapid return on investment.
Furthermore, because the Equator gauging system is designed to be used directly on the shopfloor, it can be located immediately adjacent to the CNC machines to maximise the efficiency of inspection processes — in this case, 100% inspection of the wedge parts rather than a sample inspection.