According to Thirsk-based
MBA Engineering Systems Ltd — the UK agent for laser machines from Kimla, the Polish manufacturer of CNC machines and fibre lasers — it is a common misconception that increasing laser power will increase a manufacturer’s return on investment (ROI); and while in some cases this may be true it does not always apply.
MBA’s managing director Bradley McBain said: “When the power range is quite low, any power increase in a fibre laser that is cutting steel using nitrogen as a non-reactive assist gas to expel molten material is immediately apparent in the overall efficiency, with the cutting speed increasing in proportion to the increase in power.
“However, when the parts are small, the limited areas over which the laser moves do not necessarily allow the full cutting speed possible for a given laser power to be realised. So, increasing the power when profiling small parts is not effective in keeping their cost down and not of benefit and means that adding more power only makes sense for medium-thickness plates.
“For example, with a power of 6kW and cutting with nitrogen, the maximum thickness that can be processed while achieving optimum cutting performance is 6mm. Above this thickness, and with the same laser power, cutting with oxygen as the assist gas usually takes place, as this combines an exothermic chemical reaction with the ‘mechanical removal’ of the melt material. That said, cutting with oxygen is done at a much lower speed, which reduces the overall efficiency.
“High laser powers only make sense for cutting medium thicknesses. For thin sheets, high power is wasted because the dynamics of the machine limit how quickly the part is cut; and for thick sheets, the oxygen cutting technology is limiting.
“Therefore, if most of a company’s work is cutting metal that is 8mm thick using fibre and nitrogen, a laser with a power of at least 8kW should be used; if it is 12mm, a laser with a power of 12kW should be used — and so on.”
Kimla says that further increasing the power to 15 or 20kW, for example, should almost eliminate the need to cut thick sheets using oxygen as the assist gas; and while laboratory research confirms this, the company wonders if industry ready for such high powers.
“In recent years, the rapid development of fibre laser sources has resulted in power capacities of 20kW — or even 30kW — being available, although it turns out that implementing their use with cutting machines is not so simple. The biggest problem is the absorption and loss of energy in the cutting head, which causes overheating of the optical elements. The higher the laser power, the more harmful the thermal effects become.”
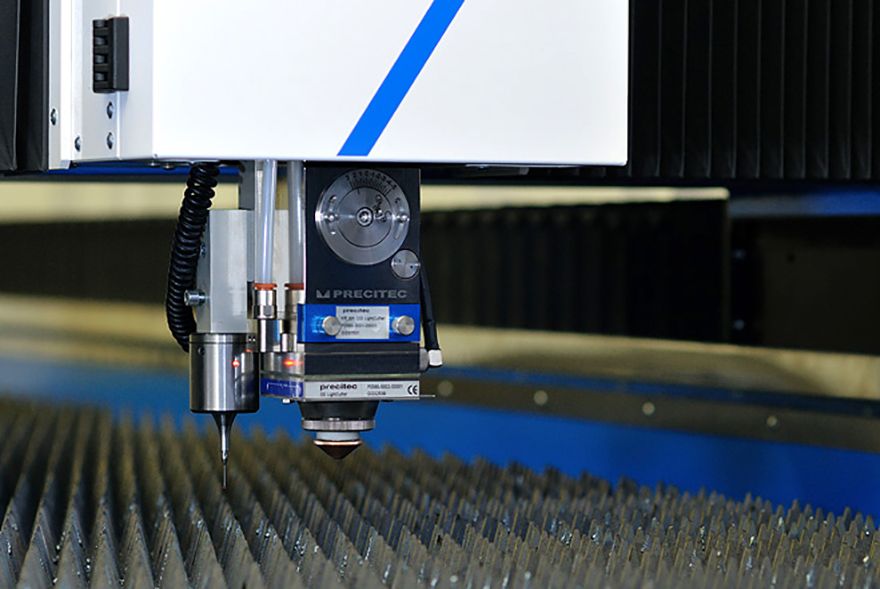
Focal-point controlFor the cutting process to run correctly, Kimla says it is necessary to control many process parameters — one being the height of the focal point, which must be accurately pre-set for each type of material and material thickness.
“Due to the optical properties of the glass from which the optical elements in the head are made, the position of the focus point changes with an increase in their temperature — an effect called focus shift.
“The lenses are cold at the beginning of a cut, but as they heat up over time the focal point changes, causing the cut quality to deteriorate. This effect is proportional to the laser power; and while with lasers up to 6kW this effect is negligible, it becomes a problem with higher powers.”
Kimla says a partial solution is to use special aspherical lenses with low-absorption anti-reflective coatings, but the absorption and the problem with their overheating increases with time because the optical element quickly degrades when working with high powers.

Moreover, the company says that the higher the power the faster the degradation. “In addition, there may be incidental damage to the optics caused by ‘invisible’ impurities that get into the head during installation or replacement of the protective glass; and the higher the laser power, the greater the risk of serious failure caused by operator error or improper operation.
“At low powers, damage to one optical element might not be detrimental to neighbouring components. However, at high powers damage to the optics can progresses so quickly that serious harm is done before the operator even has time to react. These effects may mean that many companies that have bought lasers with very high powers with the aim of significantly increasing efficiency cannot take advantage of it, reducing power to a level at which the laser works stably.”
Production efficiencyIn conclusion, Mr McBain added: “It should be remembered that although the linear cutting speed can be twice as high when doubling the laser power, it does not translate into doubling the total production efficiency, as increasing the laser power does not shorten the rapid movement between the elements, shorten the time of changing pallets or preparation activities — or shorten the lunch break for the operator.
“Kimla has analysed which factors limit the efficiency of a fibre laser. It turns out that with thinner sheets, the most significant limitation is not the power of the laser source but the dynamics of machine movements.
“It also turns out that some laser manufacturers use control systems designed mainly for milling and turning machines; these are too slow and waste the potential of modern optical fibre sources due to the need to slow down on complex shapes.
“However, Kimla has developed an ‘error-free position laser control system’ that incorporates ‘Dynamic Vector Analysing’; this allows even very high powers to be used on thin sheets, as it works in conjunction with magnetic linear drives that can achieve extremely high levels of dynamic performance, even on complex shapes or small parts.”