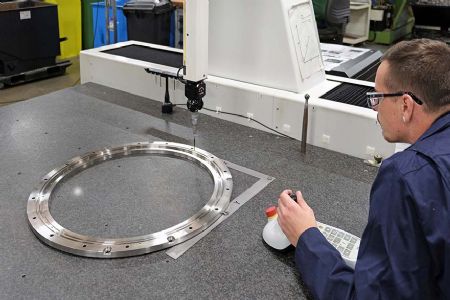
 LK Metrology CMMs on the shopfloor in the turning section at Cross Manufacturing. In the foreground, senior project manager Mark Bolwell can be seen checking a finish-machined brush seal component on the Evo 15.15.10, while Dave Eldridge is inspecting a fixture on the original, 26-year-old G90C 10.10.8
LK Metrology CMMs on the shopfloor in the turning section at Cross Manufacturing. In the foreground, senior project manager Mark Bolwell can be seen checking a finish-machined brush seal component on the Evo 15.15.10, while Dave Eldridge is inspecting a fixture on the original, 26-year-old G90C 10.10.8At one of two factory units in Devizes operated by sealing specialists
Cross Manufacturing, two co-ordinate measuring machines (CMMs) built by
LK Metrology in 1997 and 2007 has been given a new lease of life following an upgrade. It involved the OEM (original equipment manufacturer) future-proofing operation of both machines by retrofitting multi-wired NMC300 controllers with updated firmware and software. Among the many advantages is the ability to deploy different types of sensor in addition to touch-trigger probes. Within the scope of the project, two new
Renishaw PH10MQ motorised probe heads were also fitted.
As a result of the improvements, the sealing design and manufacturing specialist has immediately gained the ability to use the Renishaw SP25M tactile scanning probe it has purchased, which it is hoped will cut metrology cycle times by at least one-third when implemented in early 2024. Additional types of contact and non-contact sensor may be integrated in the future should Cross Manufacturing choose to extend the CMM’s capability and consolidate other automatic measuring functions into a single metrology routine.
Located on the shopfloor in one of two adjacent sites, the CMMs are an LK G90C 10.10.8 and an LK Evo 15.15.10 having nominal inspection volumes of 1,000 x 1,000 x 800mm and 1,500 x 1,500 x 1,000mm respectively. They fulfil a critical role serving the turning section, where brush seals ranging in size from 6ft down to 4in in diameter are produced in small batches for high-temperature gas turbine applications in aerospace and power generation.
Undisputed world leadershipThe former sector accounts for the vast majority of throughput, particularly for the US market, as more than 80% of the manufacturer’s output is being exported. It is the British company’s undisputed world leadership in the technology that motivates aerospace OEMs overseas as well as in Britain to source brush seals and allied equipment from Cross Manufacturing.
The company’s senior project manager Mark Bolwell explained: “The vast majority of our parts are 100% inspected. Upgrading our CMMs means that we will be able to increase throughput by introducing tactile scanning, allowing us to support ever-increasing demand without having to invest in another CMM at this time. We are supported admirably by LK’s applications engineers, all of whom are knowledgeable and never cease to be helpful.”
 Pictured right: close-up view of Dave Eldridge inspecting a fixture on the LK G90C 10.10.8
Pictured right: close-up view of Dave Eldridge inspecting a fixture on the LK G90C 10.10.8Mr Bolwell continued: “It is testament to the build quality of the LK machines that, so many years after they were built, they are still able to underpin our metrology and traceability requirements. The manufacturer’s UKAS-certified engineers calibrate them annually and every morning we cross-reference the accuracy of the two machines using a calibration ring to ensure the measurements are verified.”
Dave Eldridge, lead inspector for the aerospace and the powergen products, added: “Despite their age, the CMMs measure tolerances from ±0.002in (±51 microns) down to ±0.0002in (±5.1 microns), a level of process capability that requires a measurement uncertainty of better than ± 0.00002in (half a micron). Almost every part we inspect is symmetrical and relatively flat, whether it is a finish-machined product, a segment of a large ring, or a fixture for securing components during batch production.
Multi-sensor capability“Most feature measurements are consequently 2-D and three-quarters consist of CTQ (critical to quality) for ensuring correct fit and performance in a turbine. Surface finish is generally in the range 32 to 64 CLA, which is currently checked separately on other equipment. However, now that we have multi-sensor capability as a result of the retrofits, we may decide to carry out that function in-cycle on the CMMs using an LK surface roughness probe, saving a second inspection operation.”
Repeated transfer of parts between the lathes and the CMMs on the shopfloor is frequently needed for everything from pre-manufacturing checks through to final part inspection and sign-off. In the case of aerospace brush seals, certification is nearly always performed by trained Cross Manufacturing personnel on behalf of the customer under source released parts agreements. Similar is performed on a large proportion of the products destined for the powergen sector.
About 20 shopfloor staff have been trained by LK to use the uprated CMMs, five of whom are also qualified to create and optimise inspection cycles using LK’s Camio 2021 programming, analysis and reporting software. Most recently, an offline Camio station was supplied to enable programming while inspection is in progress on the CMMs. LK continues to supply ongoing consultancy, engineering support and helpdesk advice from its Castle Donington headquarters.