Intended for grooving and parting off on sliding-head lathes, a new chip breaker geometry has been introduced by
Horn for its 274 carbide insert tool system.
Pressed accurately, repeatably, at high speed and therefore economically into each green blank before it is sintered, the 1A geometry optimises chip control during turning, ensuring a high level of process reliability.
The universal geometry is suitable for machining various materials. The indexable insert with two cutting edges is available in three cutting widths of 1mm, 1.5mm or 2mm. Maximum grooving depth is between 3mm and 6mm. The insert is available in the PVD-coated carbide grades TH35 and IG35. An extensive range of holders is available for adaptation to different types of sliding-head lathe.
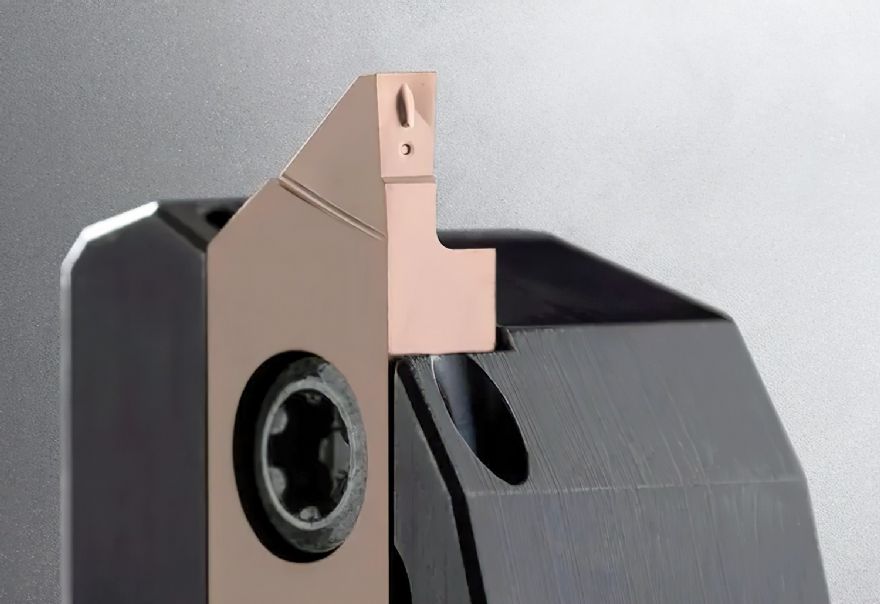
When machining turned parts of small diameter, the centre height of the tool must be precise, as even small deviations have a negative effect on the quality of the workpiece. Ideally, the machine operator should be able to index the insert without having to readjust the centre height.
With the 274 system, Horn delivers excellent repeatability of less than 0.02mm after turning and re-clamping the double-edged insert. This is made possible by precise peripheral grinding of the insert in conjunction with a stable insert seat.