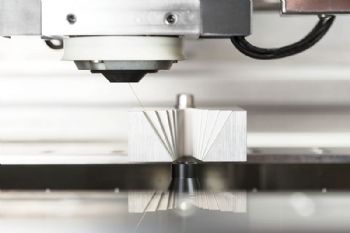
Electrical discharge machining (EDM) is a non-contact metal-removal process that can cut complex shapes to accuracies of ±1µm — and generate surface finishes finer than Ra 0.1µm in hardened and difficult-to-machine conductive materials, without the creation of distortion or stress.
Wire and die-sinking EDM offers the only practical way to achieve the precise component accuracies and finishes required in some critical applications — such as those for the medical, aerospace, electronics and other industries.
Coventry-based GF Machining Solutions Ltd (GFMS —
www.gfms.com/uk) — a supplier of milling, EDM, laser texturing and automation technologies — says maintaining such high levels of accuracy, especially when producing corners, sharp angles and tight radii, requires close control of multiple elements in the EDM process.
“In wire EDM, for instance, a key issue is producing consistent corner radii; wire EDM can produce corner radii barely larger than the radius of the cutting wire itself.
“However, in parts such as stamping dies, a corner radius that is too small can become a stress point where cracks can start.
“CAM software for EDM provides a way to ‘relieve’ excessively tight corner radii; in cases where a machined radius would be too tight, the software can be set to direct the wire to move in small loops — similar to a trochoidal milling path — to relieve the radius.”
The company also says that generating very sharp internal angles can also pose a challenge.
“In some situations, the wire diameter may be too large to erode the full depth of an acute corner — much like attempting to machine an intricate feature with an end mill that is too big — because the EDM machine control maintains a set spark gap (or offset) between the wire and the workpiece to achieve a specific material removal rate at a certain power level.
“Smaller-diameter wires can machine such acute angles, but these wires cut more slowly and are more prone to breakage, making them impractical for more general use.
“However, a machine with an automatic wire changer enables quick exchanges between two spools of wire that can be completely different in terms of wire type and wire diameter, allowing a large-diameter wire to be used for roughing before automatically changing to a small-diameter wire for cutting fine details.”
Optimised parameters
Achieving accurate results in sharp corners or tight radii depends on a multitude of factors, including: wire type, diameter, tension and feed conditions; workpiece material and thickness; dielectric type, flow and temperature; and spark power and duration.
Furthermore, fine-tuning an EDM process traditionally required cutting a test part and removing it from the machine for measurement on a CMM, thereby allowing the operator to assess deviations from the desired part dimension and make changes in the machining parameters “with the hope of achieving an acceptable part when it is returned to the machine.

“A more reliable and faster approach that is now available uses a closed-loop vision system to measure the part and make in-process corrections.
“The system’s camera scans the part contours and compares them to the DXF CAD file and, if necessary, uses a ‘contour modifier’ that corrects the EDM path to produce a part within 2.5µm of the required dimensions.
“A vision system can also quickly establish the location of a part before machining begins.”
GFMS says control of the wire’s path when producing inside and outside corner radii is another important element of EDM process accuracy.
While EDM wire guides hold the wire’s position above and below a workpiece, the wire’s middle section between the guides may ‘bulge’ or swing wide during the cutting operation.
“Advanced EDM machines and software provide methods of anticipating and eliminating such a swing, thus reducing the risk of exaggerated corner paths.
“Some 20 years ago, controlling corner machining required manually updating the CAM program to reduce power as the wire entered a corner, thereby allowing the use of greater wire tension to eliminate swing-out and increase accuracy without the wire breaking.
Today, EDM software packages have a look-ahead facility that can change machining parameters in anticipation of upcoming features such as corners and radii.
“On some machines, the software automatically reduces the intensity of the spark to prevent over-cutting on curves.
“However, spark intensity not only influences metal removal rates but also the required offsets, which must change accordingly when power settings are reduced.
“In many cases, decreasing power and also the flushing volume will increase the heat of the operation and keep material removal rates steady, eliminating the need to adjust the offset — which is why the most common form of corner control involves pairing reduced power with adaptive flushing.”
GFMS says another factor affecting the accuracy of EDM operations in terms of corners, radii and angles is the thermal condition of the cutting environment and machine.
Wire guides set up first thing in the morning when a shop is 68°F will perform very differently in the afternoon when that same shop is 78°F and the machine is thoroughly warmed up.
A typical negative effect of inconsistent thermal conditions is cone-shaped radii, which is why some machines are thermally stabilised via the use of ‘temperature-stable’ dielectric.”
“A different challenge”
With regard to maintaining the machining accuracy of corners, angles and radii, die-sinking EDM presents challenges different from those of wire EDM.
While the wire EDM process continually presents fresh wire (unworn electrode) to the workpiece and cutting zone, a die-sinking EDM electrode begins to wear as soon as erosion starts and continues to do so throughout the process; and as the electrode wears, it gradually loses its ability to hold fine detail.
This fact means that minimising electrode wear is critical to improving accuracy — and longer electrode life also helps to reduce consumable (electrode) and machining costs.
GFMS says the wear rate of an EDM electrode depends to a large degree on the material from which it is made.
“Conventional graphite conducts electricity well but wears quickly, so for creating sharp details, shops often apply electrodes formed from harder materials such as copper or copper/tungsten.
“These harder materials hold detail better than graphite but do not conduct electricity as efficiently, resulting in slower machining and reduced productivity, which is why builders of EDM machines develop machine technologies and application strategies that balance cutting speeds with long electrode life and the ability to maintain sharp detail.
“Furthermore, the EDM machining of small fine details usually requires the use of multiple electrodes.”

The ‘normal progression’ sees the use of one or more roughing electrodes, followed by finishing passes with smaller electrodes.
One application strategy to minimise the number of electrodes required to machine a part involves electrode staggering, or partitioning.
“Different electrodes are applied across multiple cavities in a sequence designed to maximise electrode life.
“Other process parameters, including the selection and duration of electrode orbit paths, are varied as well; and while electrode wear decreases, overall burn time remains the same.”
Reducing time and costs
To increase EDM accuracy and control costs with reduced process times, manufacturers want to use smaller wire EDM offsets and smaller undersize dimensions in die-sinking operations.
“Shrinking offsets and undersize dimensions require precise control of the spark gap, which is why EDM machine manufacturers have focused on advancing developments in spark generator and machine control technologies — such as fully digital generators.
“Complete digital generator technology has enabled the development of special EDM functions that minimise electrode wear while optimising cutting speeds.
“Indeed, on certain die-sinking EDM equipment, this technology manages the electrical current between the fronts and sides of electrodes, controlling its delivery to minimise the type of lateral sparking that disrupts the effective machining of areas such as the sides of mould cavities; the system allows the electrode to have maximum power in the front of the cavity without destroying or creating oversize gaps on the cavity side walls.”
Also aimed at extending electrode life is ‘zero-electrode-wear’ technology.
For both copper and graphite electrodes, GFMS’s IQ technology ‘captures’ the debris/chips of the EDM erosion process and uses them as a ‘protective and healing’ layer on the electrode, maintaining its edges and its ability to produce fine details.
“This technology can reduce electrode use by two thirds and in some cases allows the use of coarse graphite grades where finer grades were previously required. It also manages pulse efficiency to minimise wear and conserve electrode material.”