 Close-up of machining in progress, showing the way in which the hydraulically actuated swing clamps sequentially rotate out of the path of the oncoming milling cutter
Close-up of machining in progress, showing the way in which the hydraulically actuated swing clamps sequentially rotate out of the path of the oncoming milling cutterDecommissioning legacy nuclear waste silos on the former UK power generating site at Sellafield requires a large number of bins to be machined to close geometrical tolerances to ensure they can be stacked safely.
They are three-metre-cube, double-walled, box fabrications that are highly resonant and, to make their production even more difficult, they are made from 6mm thick Duplex stainless steel plate that tends to induce vibrations when it is milled.

One of the firms leading the Sellafield decommissioning work, Stillington-based Darchem Engineering, had been taking delivery of machined bins from contract machinists
BEL Engineering in Newcastle-upon-Tyne since 2017. The problem was, in the words of CEO Jonathan Lamb (pictured): “We wanted to increase productivity but realised that further improvements to the machining process were impossible using conventional machinery and fixturing.
“When we tried to raise the speed of machining, chatter resulted and it was difficult to hold tolerance. So we engaged with Gosport-based
Kingsbury to develop an entirely new machining concept in respect of both workholding and metal-cutting to improve cycle time and hence increase production rate and reduce cost.”
It was not an exercise for the financially faint-hearted. The two companies invested £500,000 in researching and developing an optimal solution for machining two variants of waste bin, known as a PFCS (Pile Fuel Cladding Silo) and an MSSS (Magnox Swarf Storage Silo).
Richard Kingsbury, managing director of machine tool supplier Kingsbury, said: “Duplex will seek out any weakness in a machining system. We considered every conceivable source of vibration, from the machine bed to the column, guideways, spindle, the spindle-tool interface and the cutting tools including their grade and geometry.
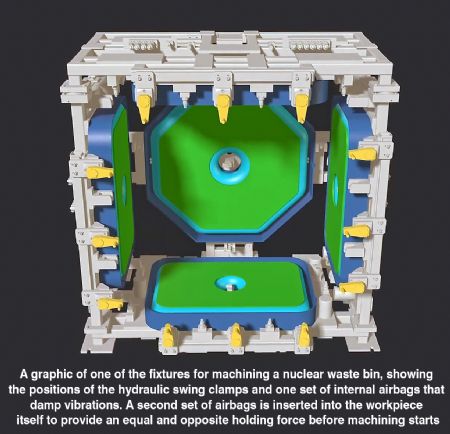
"We then turned our attention to a forensic analysis of how best to fixture the bins and it was here that we achieved a breakthrough. By inflating five airbags between the fixture and the box and five more inside the workpiece itself, we managed to muffle the entire unit so it could be milled at high speeds and feeds without vibration.
“A final piece of innovative engineering involves hydraulically rotating the 12 swing clamps around the face of the fixture one by one out of the way of the approaching cutter, so that at any time 11 are engaged to maximise rigidity.”
To understand the natural frequencies of the MSSS bin, modal analysis was conducted in 12 different but repeatable locations around the fabrication. A tap test on a fully fixtured bin, with 32 touch clamps and three push clamps engaged in addition to the 12 swing clamps and with the internal and external airbags inflated, showed that the vibration amplitude fell to below 0.1 g in under 17 milliseconds on average.
That is much less time than the four hundredths of a second it takes successive inserts on an eight-tooth milling cutter rotating at 176rev/min to engage with the metal being machined.
The agitation induced in the material during the cutting process therefore has completely dissipated in the elapsed time between one tooth engaging with the workpiece and the next, an outcome that is impossible to achieve under conventional clamping conditions.
Any resonance occurring and amplifying vibration is thus prevented, eliminating chatter and consequent dimensional inaccuracy and poor surface finish. In effect, the resonant frequencies of the bin have been altered to such an extent that the hollow workpiece has properties similar to those of a solid cube of metal.
Automated machining cellThe project started in March 2018. A Taurus 30 machining centre from one of Kingsbury's principals, Waldrich Coburg, was the chosen machine tool platform for the project and final trials took place at the manufacturer's factory in Germany in late 2019 and early 2020.
They were witnessed by Jonathan Lamb, who was convinced it would save cost and assist Sellafield hit box production rate as legacy nuclear material extraction ramps up over the coming years.
In mid-2020, an industrial patent was granted to Kingsbury by the Intellectual Property Office of the United Kingdom covering the design of the novel fixturing system, based on its ability to damp so effectively the structures being milled.
The machine has a cast iron base and incorporates a static column and a moving table, a configuration that lowers the centre of gravity and increases stability. The 400 x 400mm cross section of the ram provides the rigidity needed when machining the lower part of the component at maximum extension.
Each axis is supported by a hydrostatic guideway with a film of oil between the slide and the moving assembly. Irrespective of speed and applied load, the distance between the faces remains constant as an unchanging volume of oil is distributed, suppressing vibration further.
The spindle employs a large bearing pack and an HSK125-B tool interface, providing excellent rigidity and machining capability.
The solution developed for the MSSS box applies equally to the MSSS skip and the PFCS box, each of which is also held in its own fixture complete with airbags. Automation has been provided within the Taurus 30 whereby two fixture assemblies have been designed capable of holding six different part variants for both boxes.
It means that a complete ship set of parts needed for all MSSS and PFCS bins are fixtured across the two pallets. While one pallet is within the machining area, the operator has free access to unload and then reload to the fixture assemblies on the other pallet, so downtime is limited to the pallet changeover time.
Mr Lamb concluded: “I am certain that the combination of Kingsbury's patented fixture solution and the Waldrich Coburg Taurus machining centre will provide Sellafield with a reliable and cost-effective long-term solution for the manufacture of the MSSS and PFCS boxes.”