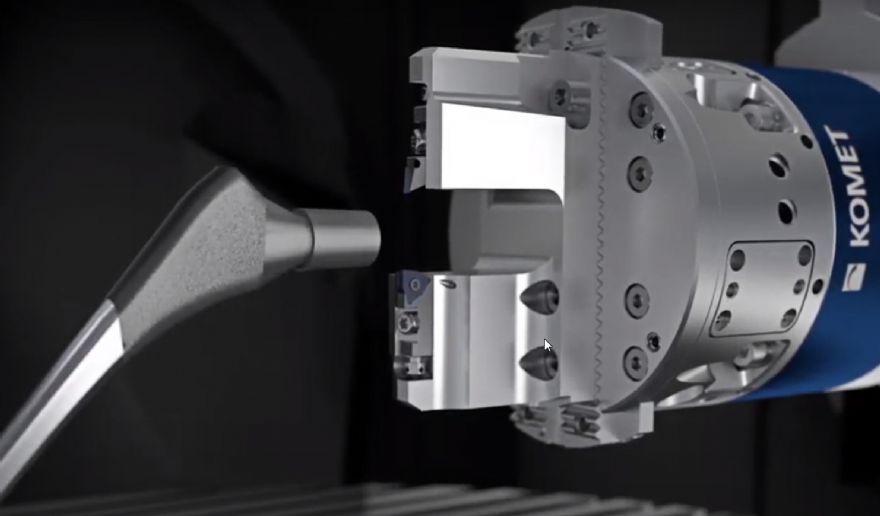
 U-axis hip joint machining. Photos courtesy of Ceratizit
U-axis hip joint machining. Photos courtesy of CeratizitArtificial hip joints must be manufactured with extremely high precision, especially in the area where the hip stem and the ball joint connect, and to achieve this aim Ceratizit, a manufacturer of hard material products for wear protection and cutting tools, has developed a machining solution based on a ‘u-axis’ system and a stepped reamer.
When combined with other precision tools from Sheffield-based
Ceratizit UK and Ireland Ltd, the required tolerances are met, while increasing productivity compared to conventional production methods.
If a hip joint is affecting quality of life by restricting movement and causing chronic pain, and if conservative treatment methods are no longer helping, the only option is to have an artificial replacement joint implanted – over 200,000 such operations are performed in Germany alone each year.
Those who take this route are hoping for long-lasting improvements to their quality of life. To make this hope a reality, as well as a good surgeon and first-rate care, high-quality ‘replacement parts’ are required.
Prosthetics usually consist of a hip stem with ball joint, a hip socket and, an intermediate piece to ensure movement is as smooth as possible. During manufacture, particular attention must be paid to the connection between the hip stem and the ball joint; to ensure the conical surfaces fit together perfectly they need to be produced with the highest precision and surface quality. To acheive this, the tools used play a crucial role when manufacturing these components.
Dirk Martin, application manager (medical) at Ceratizit and member of Team Cutting Tools, said: “An artificial hip joint is manufactured from difficult-to-machine materials, which not only need to be machined within the narrowest tolerances, but also economically. Ultimately, an artificial hip replacement should be affordable for as many people as possible. Ceratizit’s role is to develop suitable tool solutions for these tasks.”
The experience Ceratizit has gained by working with customers in the machining sector brings in-depth knowledge of a wide range of standard and specially made tools as well as associated machining expertise.
Optimal solutionMr Martin continued: “With our huge product range and the experience of our application specialists, we are extremely well placed to provide support and to develop machining strategies for applications such as where the hip stem and joint ball connect. With our range of tools, we can test all manner of approaches to ultimately find the optimal solution.”

In the case of the artificial hip joint, the components have particularly demanding and varied requirements. For the hip stem, made from high-strength titanium alloy Ti6Al4V, an angle tolerance of just +/-5 must be achieved in the conical connection area. Other tolerances are 3µm for straightness, 8µm for roundness and 60µm for the diameter. It is also important that the specified contact ratio for the cone is achieved and a precisely defined groove profile produced.
The ball joint is made from a cobalt-based alloy (Co-Cr-Mo). Its conical hole must have the same shape, angle and dimension tolerances, as well as the specified contact ratio. However, there must be no marks, ridges or grooves made during machining.
Mr Martin pointed out another crucial factor: “We need a machining solution that is suitable for mass production. This means the machining must be process-secure and require as little monitoring as possible.”
To produce the conical outside profile, Ceratizit’s application specialists opted for pre-machining with a solid carbide conical milling cutter. The subsequent roughing and finishing are then completed using a Ceratizit u-axis system.
He explained: “This is an interchangeable, freely programmable NC axis for machining centres, which can be used to machine contours or for turning. Attachment tools and indexable inserts can be used to create contours in holes and external machining work. This usually means that production times can be reduced considerably, while providing optimal surface quality and higher shape accuracy than usual.”
This means the desired groove structure can be produced on the stem cone even on a machining centre. The benefit of this is that all machining processes can be done on a single machine. Using the conventional process, a lathe and a milling machine would be required, which means additional clamping, aligning, time and money.

To make the conical hole in the ball joint (Pictured right), Ceratizit’s solution involves the following steps being carried out on a lathe — first, the part is faced to provide a flat surface for the subsequent special solid carbide 180deg drill with four cutting edges.
Close-contour boringThis is then used to make a hole with a flat bottom. After this an EcoCut Classic drill and turning tool is used to produce the cone with close-contour boring, while a special solid carbide conical reamer ensures the ideal contact pattern as well as perfect surface quality and tolerance are achieved.
The regrinding capability also saves the user further production costs. Mr Martin commented: “We were also able to produce the internal contour to the required precision with a u-axis. However, using the reamer is the better method for the ultra-smooth surface quality required.”
All in all, Ceratizit’s approach enables the critical contours of the artificial hip joint to be produced process-secure and extremely economically. The contact pattern achieved (contact ratio and contact surface) and the tolerances for both machining processes are well below the specified limits.
Mr Martin concluded: “With this approach, we were able to position ourselves as a full-service provider for our customer, a renowned medical technology company, with the prospect of further orders.”
Ceratizit’s expertise in the medical sector also extends to other similar joint replacements, such as artificial shoulder joints, as well as for attachments for artificial knee joints.