 Tom Pearce, owner of CIRC Manufacturing, with the latest Cincom L20-VIIILFV sliding-head lathe
Tom Pearce, owner of CIRC Manufacturing, with the latest Cincom L20-VIIILFV sliding-head latheAn electrical maintenance engineer by trade and with a solid grounding in mechanical engineering, Tom Pearce began his career as a prototype machine builder in the rubber industry. He subsequently worked for 11 years in his father’s company commissioning production machinery. In 2016 he started his own business,
CIRC Manufacturing in Westbury, Wiltshire, and after initially concentrating on welding, a skill that has been retained, he decided to branch out into sub-contract machining.
His current CNC capacity includes a vertical machining centre and two fixed-head lathes, all pre-owned, and three Citizen Cincom sliding-head lathes, also purchased second-hand due to financial constraints during the start-up phase. His aim is to gravitate towards using more of the latter machines to produce complex, small- to medium-diameter, high added-value components, as this is where he sees a profitable future.
The first CNC lathes on the shopfloor were the two fixed-head models with live tooling, which do not possess a bar feeder but are able to accept a 1m length of bar up to 65mm diameter through the spindle. Mr Pearce took advantage of this by employing a bar puller in the turret and including a macro in his programs to advance the bar automatically after each component is parted off. It allows up to 5hr unattended running, depending on the size and complexity of the parts being produced, and brought home to him the benefits of automation.
CIRC was receiving more and more enquiries for machining components of much smaller diameter, including from his existing customer base. To keep them happy the company was having to sub-contract out this work, as it was not economical to use the relatively large lathes on the shopfloor. New plant was needed and a sliding-head turning centre was the preferred option, as it is capable of producing long, slender parts as well as those of larger aspect ratio. An internet search strongly indicated that a Citizen machine would once gain be the best option.
Cincom L20-VII sliderSo, in 2019 Mr Pearce bought a 1995-built Cincom L20-VII slider with a 3m bar magazine for £4,000 from a website and used his engineering skills to refurbish it himself. He did not feel sufficiently confident to commission it, so asked
Citizen Machinery UK to align the bar feeder, bolt down the machine and check the axis movements. The company was very receptive to doing so and promptly sent in an engineer to complete the work.
The lathe proved to be easy to operate by simply reading the manual. Word soon spread throughout the area and further afield that the capacity was available and CIRC started receiving more enquiries for complex turned parts. Most were fulfilled, although some had to be turned down as the machine did not have a full C-axis on the main and sub spindles, only 15deg indexing.

That prompted Mr Pearce, in 2020, to approach Citizen Machinery directly for a machine with C-axis spindles and higher speed driven tooling. The machine tool manufacturer offered a K16E-VII built in 2011, a 16mm capacity slider that ticked the right boxes and is one of the fastest lathes that Citizen has ever made. The supplier duly delivered the machine and in Mr Pearce’s words: “nailed the installation and commissioning in one day, then provided a full day’s training the next”, so the lathe was put straight into production.
A copper contact pin, a development part that was being produced on the L20-VII, required holding a ±5µm tolerance on diameter, which was difficult to achieve. Additionally, cycle times were unduly long. The work was immediately transferred to the K16E-VII and, as a result, the batch size increased dramatically to 20,000-off. The accuracy needed was easy to attain and the cycle time fell threefold from 1min to 20sec, which translated into much more economical production. The contract has since expanded and the sub-contractor is now producing a family of pins in long runs for a customer in the electrical industry.
Mr Pearce added: “If we don’t run the K16E-VII overnight, it needs to be warmed up in the morning to achieve the tight tolerance on the connector pins. After 40min, the lathe, with its 45deg tool platen driven by two ballscrews to achieve high-resolution movement, is able to hold ±5µm all day.
”We currently use three digital micrometers and a toolmaker’s microscope for quality control of these parts, but intend to invest in an optical, non-contact shaft measurement machine to take over this task.”
Having seen the benefits of more modern sliding-head turning technology, Mr Pearce was keen to harness it for the production of components larger than 16mm diameter, so in January 2022, he acquired a two-year-old Citizen Cincom L20-VIIILFV which achieved another step change in productivity.
Although nominally a 20mm capacity sliding-head lathe, the guide bush is removable (as an option) to allow stock up to 25.4mm to be turn-milled in fixed-head mode. The first job produced on the machine was a batch of 20,000 stainless steel gland nuts of 22.22mm diameter for an electrical equipment manufacturer.
When interviewed towards the end of April 2022, Mr Pearce had produced a variety of components on the machine but the guide bush had still not been used. He says the advantage is that the roundness and straightness of the bar is not so critical when the lathe is used in this mode, added to which the remnant lengths are much shorter, both of which saves cost and results in more economical production. He estimates that the guide bush will only be used for about a quarter of the jobs produced on the machine, underlining the flexibility of modern sliders.
The L20-VIIILFV has even faster and more powerful spindles and live tooling than the previous two Cincoms installed in the Westbury factory. It also has integral driven tools for reverse end working and an uncluttered working area to provide more space to facilitate cutter exchange at up to 37 tool positions.
After installation, the machine immediately started taking sub-20mm diameter workload off the fixed-head lathes, freeing them up to produce larger parts. Across a wide spread of components from 1mm to 1in diameter, the L20-VIIILFV is executing some extremely fine work involving, for example, a 0.3mm slitting saw and profile boring of a pre-drilled 1.5mm diameter hole.
Unmanned overnightThere are generally two impediments to lights-out production, according to Mr Pearce, namely component dimensions drifting out of tolerance and swarf build-up in the machining area requiring operator attendance to remove it. The latest lathe avoids both problems and therefore frequently runs unmanned overnight. The first issue is addressed by the presence of thermal compensation sensors around the machine and the second by Citizen’s LFV (low frequency vibration) technology running in the operating system of the Mitsubishi control.
Mr Pearce explained: “Sliding-head lathes when used with the guide bush in place have an inherent drawback. It is not really feasible to rough and then finish turn a part, as the smaller diameter of the roughed section when drawn back into the guide bush would cause vibration and impair the finishing pass.
“It is therefore necessary to turn to size in one operation, but that tends to produce long, stringy swarf when machining certain malleable materials. The LFV software prevents this from happening by lifting the tool tip away from the surface of the material periodically for a few micro-seconds.
“The frequency of the oscillation can be adjusted in the part program to control the size of the much shorter chips, added to which the LFV function can be turned off by G-code when it is more expedient — in other words, slightly quicker to cut without it.
“Overall, productivity is increased by enabling reliable unattended operation, eliminating the need to include axis shuffles in programs to shake swarf off components, especially from grooves, and avoiding the need to stop the machine to clear swarf.”
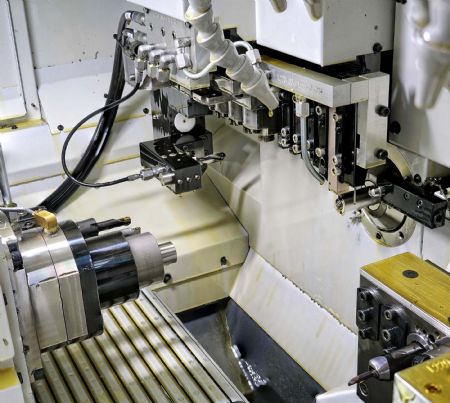
The job on the lathe when it was photographed — a tubular duplex stainless steel weld collar for the oil and gas industry — is a good example of how the benefits of LFV can be utilised. The high strength material has a tendency to work harden as it is being machined, the impact of which can be reduced by taking deep cuts to remove the work-hardened layer from the previous pass.
The problem is that taking deep cuts in such tough, ductile materials inhibits chip breaking and normally results in a bird’s nest of swarf wrapping itself around the component and tool, to the detriment of both and perhaps even rendering them useless. LFV prevents this from happening, so every part produced is perfect and tools last longer. In the case of the weld collar, LFV is switched on for facing the bar and turning a chamfer, then to maintain a high production rate it is switched off for simultaneously boring and turning the OD.
Mr Pearce is enthused that the chip-breaking software also reduces problems and raises productivity when machining other materials such as pure copper, exotic alloys, other stainless steels and most plastics, especially nylons.
Combined with the availability of high-pressure coolant on the L20-VIIILFV, the chipping function will also prove useful in the production, in one hit, of CIRC’s single proprietary product, a ballpoint pen housing and cap turned from Nitronic 60 stainless steel alloy. The use of carbide tooling and neat cutting oil in its production gives each individually-numbered writing instrument a beautiful micro-planished surface.
Mr Pearce concluded: “The three Cincoms are the bedrock of our sub-contract machining service. All feature main and sub spindles, full length bar feeds and a multitude of tools for driven cross working, end face milling and off-centre drilling.
“The machines enable us to offer economical ‘done-in-one’ manufacturing, without the need for secondary operations. This in turn allows us to run our machines unmanned, so we can offer competitive prices and hence fantastic value to our customers The only thing holding us back at the moment is difficulty in finding skilled machinists to employ.”