 Vollmer VGrind 340S
Vollmer VGrind 340SAs one of the world’s most heavily regulated industries, the medical sector and the manufacture of everything from pharmaceuticals and healthcare aids to surgical instruments, implants and prosthetics to dentistry — everything has to adhere to the most stringent of standards. So, when it comes to surgical cutting tools for the industry, the leading OEMs and their supply chain rely upon production machines from Germany-based
Vollmer which has a UK subsidiary Vollmer UK Ltd in Nottingham.
With a pedigree unsurpassed in cutting tool production, the latest Vollmer VGrind 340S is the machine of choice for the medical industry. Rotary tooling application engineer and Vollmer of Americas resident medical expert, Carlos Becerra explains why.
While many industry segments utilise tools manufactured from materials like HSS, carbide and PCD; tools for surgical applications and orthopaedics are often manufactured from stainless steel. The main reason is that when surgeons are undertaking procedures like bone and cartilage drilling, grinding or shaving; carbide tools have the propensity to break or create excessive heat during operations.
The ultra-hard characteristics that make carbide perfect for many manufacturing processes — are also the same attributes that make them unsuitable for invasive procedures. Surgical tools are generally manufactured from 17-4PH, 420, 440A, 455 or M2 tool steel with lengths from 50 to 250mm and diameters from 0.3 to 12mm; and here lies the challenge! With small diameters and a stainless grade with a likelihood to deflect during machining, precision production can be a challenge.
The steady rest is the single most critical factor in producing cutting tools to a standard beyond that made on rival machines. The innovative steady rest on the VGrind 340S supports the tool and prevents tool deflection during grinding. Any tool deflection will have an adverse impact on not just the precision of the tool, but also the ‘run-out’. Surgeons’ hand tools typically operate at high speeds, exacerbating the ‘run-out’ impact of cutting tools.
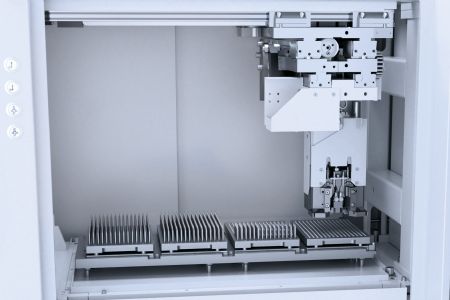 Pictured right: VGrind340S pallet magazine
Pictured right: VGrind340S pallet magazineRun-out can result in reduced accuracy and even excess heat generation if a tool is rubbing against a bone instead of cutting. This can adversely affect the well-being of the patient. Run-out of up to 5mm is common in tools that are not precisely manufactured with a supporting steady rest to prevent deflection. Not only can excessive run-out generate excessive heat, but it can also diminish precision where and when we need it most. Furthermore, excessive vibration in the surgeon’s hand tool can lead to ... well let us not think about those consequences.
To categorically eliminate this obstacle, the steady rest on the VGrind 340S provides support under the tool to prevent deflection — but it also provides a supporting finger over the tool body support to eliminate movement. However, Vollmer has taken this innovation a step further, providing two steady rest points, and not just one. The steady rest system supports the cutting flutes of the tool as well as the cutting tip of the tool. With typical tool shank diameters for hand tools being 4.5mm and the cutting flutes often much smaller, the potential for deflection grows with decreasing tool diameters.
As you would expect from Vollmer, we have doubled down on eliminating deflection, such is its importance and potential for disrupting the quality of cutting tools manufactured on the VGrind 340S. To eliminate deflection, Vollmer has also introduced automated tool run-out compensation. Integrated into the Numroto control software, the run-out compensation cycle will utilise a measuring probe during operation to probe tools in multiple positions around the diameter of the tool.
Critical dimensionsTaking live ‘in-cycle’ measurements, the VGrind 340S will automatically measure the tool and re-calibrate the programme to accommodate and eliminate any tool deviations caused by deflection. This in-process cycle can be programmed to run at intermittent periods throughout a production cycle. So, for tools with critical dimensions, probing can be integrated into the production of every tool, or if the operator prefers — every 10, 20 or 50 tools.
The OEM recipients that specify medical and surgical procedure tools often require high production volumes that can be in the region of 5,000-off. To support precision volume production, the VGrind 340S is supported by the HP160 automated tool loading system that can accommodate up to 900 tools. The HP160 loading system on the VGrind 340S facilitates 900 tools with the medical standard 4.5mm diameter shanks. The number of tool positions decreases depending upon the shank diameter.
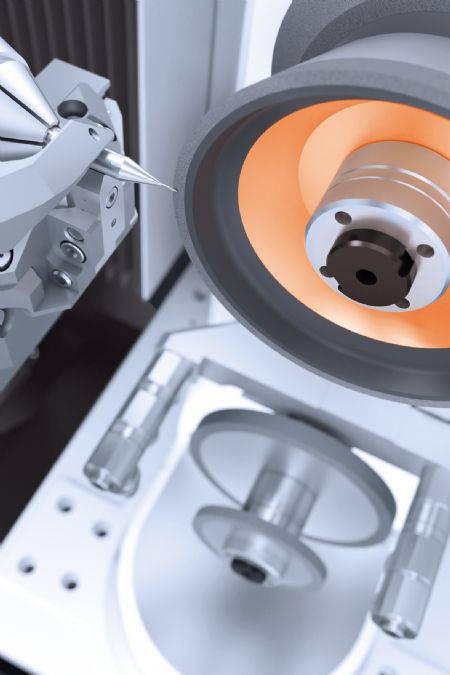 Pictured left: Micro tools being produced on the Vollmer VGrind340S
Pictured left: Micro tools being produced on the Vollmer VGrind340SNot only does the VGrind 340S accommodate up to 900 tools, but manufacturers can also set the machine to run multiple programmes sequentially without manual intervention. So, if a company needs to run a batch of 50 three-flute tools and then 500 two-flute tools of different diameters and geometry that are then followed by other tool variants — the VGrind 340S can easily accommodate this.
The result is unmanned operation, reduced costs and around-the-clock production — all with complete process stability. Having supported medical companies for several years, I can comfortably say that the technology in the VGrind 340S has been able to manufacture 100% of the tools that I have encountered to date.
To produce 100% of the tools that I encounter daily, the VGrind 340S not only delivers astounding productivity, technology and process stability — running through the very DNA of the machine is a high level of flexibility. The VGrind is the only machine to incorporate multi-level machining with two spindles located on its A-axis.
Feeding this paradigm leap in innovation is a grinding wheel package that accommodates up to eight wheel sets. With with different wheelsets, the VGrind 340S can automatically change from a flute grinding wheel to a gashing wheel, cup wheel, a 1A1 wheel for relief and OD (outer diameter) grinding or any other type of wheel.
This flexibility enables the VGrind 340S to produce an unparalleled variety of cutting tools with zero manual intervention. With in-process grinding wheel probing and automated wheel dressing; long periods of precision lights-out production can be achieved — regardless of the multiple tool types required. The flexibility of the VGrind 340S is complemented by the next-generation V@DISON IoT digital solutions and the Numroto tool grinding software to enable customers to stretch their imagination with cutting tool design.