 The engine block blast machine RMBS allows the fully automatic de-sanding and cleaning of one large or several smaller engine blocks in very short cycle times. Photo: Rösler Oberflächentechnik GmbH
The engine block blast machine RMBS allows the fully automatic de-sanding and cleaning of one large or several smaller engine blocks in very short cycle times. Photo: Rösler Oberflächentechnik GmbHWith an innovative shot blast machine, one of the largest foundries in Turkey has expanded its capacity for de-sanding and cleaning of engine blocks. A significant factor in the decision to purchase the RMBS 1-6-400-30 shot blast system from
Rösler was the high degree of automation of the work piece handling and the shot blast process. Compared to spinner hanger machines the RMBS system offers not only drastically shorter cycle times but also requires less personnel. In addition, by replacing the two existing blast machines the new system helped provide valuable additional manufacturing space.
Among other products the renowned Turkish foundry supplies grey and nodular cast iron engine blocks, which are used in commercial vehicles and ships. The raw castings have maximum dimensions of 900 x 330 x 140mm and weigh up to 237kg. To date, for de-sanding and cleaning the work pieces, the customer, as well as many other foundries, used spinner hanger blast machines. In this particular case the customer used two — one for de-sanding and the other for general cleaning.
However, because of a steadily growing production volume, the shot blasting operation suffered bottlenecks. For this reason, the company decided to purchase an additional shot blast system. The customer project team talked with four different equipment manufacturers, one of which was
Rösler Oberflächentechnik GmbH..
Highly innovative and efficient Rösler offered a unique, highly innovative and efficient equipment concept, namely the RMBS 1-6-400-30 engine block blast machine. This blast system, specially adapted to the customer requirements, allows the fully automatic simultaneous blast-cleaning of one large or several smaller engine blocks within short cycle times. Towards this purpose the machine is equipped with a specially engineered gripper-manipulator.
 Pictured right: loading and unloading of the engine blocks into and from the blast chamber is handled fully automatically by a robot
Pictured right: loading and unloading of the engine blocks into and from the blast chamber is handled fully automatically by a robotAfter a robot has precisely positioned an engine block in the blast chamber, the gripper picks up and firmly holds this engine block. Once the blast chamber door has been closed, the blast program, tailored to specific work pieces, starts. The gripper precisely rotates the work piece through the blast media stream.
To increase the exposure of certain surface areas of the engine block to the blast media, the rotation can be slowed down or interrupted for a pre-defined time period. For simultaneously processing of several smaller engine blocks, these are mounted to a special work piece fixture. The entire fixture is then picked up by the gripper and rotated through the blast media stream.
The Rösler solution increases operational efficiency and drastically reduces personnel costs
With the old spinner hanger blast solution, the work pieces had to be manually loaded onto a special ‘hanger’ before they could be blasted. The new system achieves the required blast results by the targeted movement of the engine blocks through the blast stream.
The resulting cycle time savings are such that the de-sanding and surface cleaning operation can now be combined into one single process. This resulted in a significant increase in the overall shot blasting capacity so that the two spinner hanger blast machines used in the past were no longer needed.
Higher productivityMoreover, the risk that certain work piece areas are shielded from the blast stream by other work pieces could be completely eliminated. Besides the higher productivity and process reliability, the customer decision for the Rösler system was also influenced by the fact that the new system needs considerably less personnel. In foundries it becomes increasingly difficult to find people for the physically demanding and exhausting work.
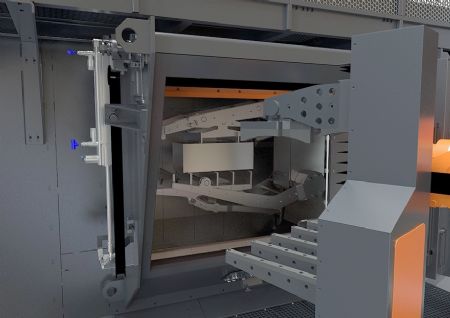 Pictured left: after a robot has precisely positioned an engine block in the blast chamber, the gripper picks up and firmly holds this engine block. Once the blast chamber door is closed, the gripper precisely rotates the work piece through the blast media stream
Pictured left: after a robot has precisely positioned an engine block in the blast chamber, the gripper picks up and firmly holds this engine block. Once the blast chamber door is closed, the gripper precisely rotates the work piece through the blast media streamThe desired shot blast results are quickly achieved by the six blast turbines, type Gamma 400G-8 HD, each with an installed drive power of 30kW. These turbines, specially developed for shot blasting in foundries, are equipped with eight throwing blades in the typical ‘Y-design’ as compared to the standard Gamma turbines with six blades. Another major feature of the HD turbine version is that its housing is lined with extremely wear-resistant tool steel. Through this special design the throwing blades achieve an up to three-times longer uptime than their standard equivalent. This minimises work for maintenance and ensures significantly higher productivity and cost-efficiency.
The special throwing blade design generates an up to 20% higher blast intensity with, at the same time, lower energy consumption. This guarantees a highly effective shot blast operation. Another feature of the Gamma turbines is that both sides of the throwing blades can be used resulting in significant cost savings for spare parts. Blade changes are facilitated by a quick-change system that requires no removal of the turbine from its housing.
The blast chamber was also designed for high wear resistance. It consists of sturdy manganese steel and is additionally lined with easily replaceable plates made from wear-resistant steel. Areas directly exposed to the blast stream are lined with special cast wear plates.