 Vericut Force has optimised machining capacity at Enztec Enztec
Vericut Force has optimised machining capacity at Enztec Enztec, a New Zealand manufacturer of high-precision orthopaedic surgical instruments, has used
Vericut Force optimisation to reduce CNC cycle times by 16%, stabilise unattended machining, and free more than 1,800 hours of annual machining capacity, all without adding machines or labour.
The company achieved a 16% average reduction in CNC cycle times across optimised programmes, unlocking over 1,800 hours of additional annual machining capacity. Alongside this, it reported more consistent tool wear and tool life, reduced stoppage risk during lights-out and unattended machining, and faster programming confidence supported by accurate machine models.
Medical instrument specialist Enztec designs and manufactures high-precision orthopaedic surgical instruments for many of the world’s leading medical device companies. Based in New Zealand, it operates in a highly regulated environment, producing both reusable and single-use instruments. For Enztec, machining accuracy, surface finish, and dimensional repeatability are not optional; they directly influence product performance and patient safety.
To keep pace with growing global demand, the company has continued investing in advanced CNC machining, automation, and unattended machine operation. As these systems evolved, it became clear that productivity alone was not enough. There was a growing need for greater predictability and confidence in how tools and machines behave under real production conditions.
In automated and lights-out machining environments, unexpected tool wear or failure can quickly become a risk to quality, safety, and output. Traditional CAM systems are effective at generating toolpaths, but they do not fully account for the real cutting forces and engagement conditions encountered during machining.

In practice, this gap often leads to conservative programming or time-consuming manual fine-tuning on the machine. While tools are protected, productivity is reduced and uncertainty around tool life remains, which is particularly problematic when machines run unattended. The objective was therefore to improve cycle times while establishing stable, predictable processes suitable for extended unattended operation.
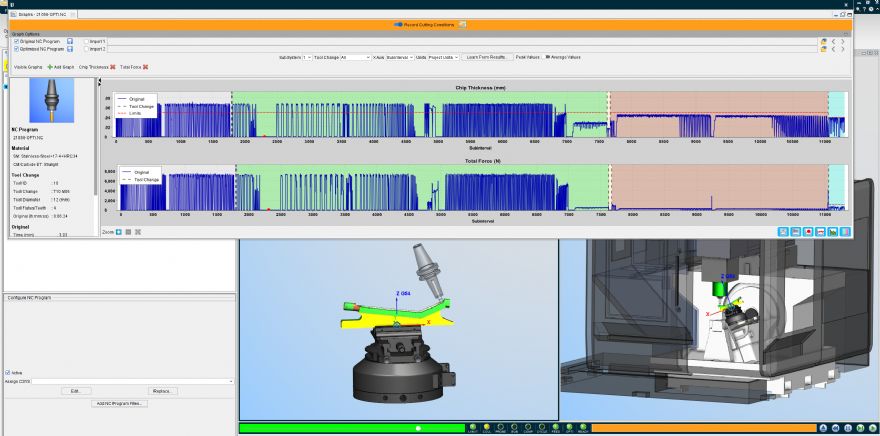
To address this, Enztec introduced Vericut Force into its programming and verification workflow. Rather than relying solely on CAM conventions, the software simulates the real physics of the cutting process. By using actual tool geometry, material properties and cutting conditions, it calculates cutting forces, engagement, heat generation and chip formation throughout each toolpath.
Instead of applying fixed feed rates or conservative safety margins, Vericut Force dynamically adjusts feed rates to maintain a consistent target cutting force and chip thickness. Where tool engagement is low, feed rates increase to maximise machine capacity. Where engagement increases, feed rates are reduced to prevent force spikes and excessive tool loading. The result is machining programmes that are not only faster but also significantly more stable and predictable.
Real life models
Real life modelsA critical part of implementation for Enztec was ensuring that machine models accurately reflect real CNC equipment. Modern machining centres can be configured in multiple ways, and small differences in kinematics, limits and control behaviour can significantly affect how programmes run in practice. Fine-tuning these models has been essential in building confidence in both simulation and verification results, as well as in the subsequent force-based optimisation.
“The support we received from our local Vericut agent, AxsysCNC, was excellent and really helped us get the software into use rapidly, while also enabling us to quickly fine-tune the models so they were accurate and truly representative of our machines,” Jack Greaves, process improvement engineer at Enztec, explains.
By applying force-based optimisation to repeat production programmes, Enztec has achieved consistent and measurable improvements across its machining operations. On average, cycle times have been reduced by around 16% on optimised programmes while maintaining stable cutting conditions and predictable tool behaviour.

Over a full year, these improvements have translated into more than 1,800 hours of additional machining capacity, effectively increasing output without additional machines or labour.
Equally important has been the improvement in tool life consistency. By controlling cutting forces and chip thickness, tool wear has become far more uniform. This consistency allows tool life to be defined with confidence and significantly reduces the risk of unexpected failures, a critical factor for unattended machining.
“We rapidly saw positive results and impactful changes in how our CNC programs were running in our production environment,” says Enztec CEO Iain McMillan. “Reviewing our production data, it is very clear to see the impact that this software has had, and the cumulative savings we will continue to make.”
From a capacity perspective, the benefits have also been substantial.
Laura Hill, COO at the company, adds: “Beyond the dollar savings from reduced cycle times, the Vericut Force software has already freed up capacity internally, which helps reduce the need for additional capex as we keep up with our growing customer demand.”
Data driven predictability At Enztec, force-based optimisation is now a core element of CNC programming and process development. It has enabled a move away from conservative assumptions and manual trial-and-error towards data-driven, predictable machining processes that support automation and long-term scalability.
As unattended machining expands and production volumes continue to rise, confidence in tool behaviour and process stability will remain just as important as reducing cycle times. Vericut Force has become a key enabler in this approach at Enztec, providing a strong foundation for future growth and operational development.