Middlesex-based Leemark Engineering, a specialist in manufacturing complex aerospace components, has helped develop a family of 45 high-specification parts for a helicopter cargo hook in just five months, using Alphacam CAD/CAM software (
www.alphacam.com).
The Hawk 8000 Cargo Hook has been selected for the next-generation Bell 525 Relentless helicopter, which is currently under development. East Sussex-based Drallim Aerospace was contracted to design the hook which needed to be capable of handling an 8,000lb payload and, as it had already worked with Leemark Engineering on a number of products previously, approached the company to manufacture the casings, solenoid covers, heavy-duty linkages, levers and pins for the assembly.
Set up by their father 50 years ago, Leemark Engineering is run by three brothers, Mark, Kevin and Neil Stockwell and retains the family ethos of quality and customer service.
Principally supplying precision components to Tier One aerospace companies, the company’s parts can be found on a variety of aircraft including the Lockheed Martin F35 Lightning fifth-generation stealth plane, the Saab Gripen E fighter jet and various military, police and civilian helicopters, along with ejector seats and satellites.
Complex components are manufactured on 12 CNC machines at Leemark’s factory in Hayes. Neil Stockwell, Leemark director and production manager explained that 11 of those machines are programmed with Alphacam.
He said: “It drives all of our three- and five-axis Matsuura machining centres, CMZ Y-axis and two-axis lathes and an Agie wire eroder. The only one it does not drive is our spark eroder, which has conversational software.”

He pointed out that Alphacam was an essential piece of the equation when it came to producing the Hawk 8000 Cargo Hook components, mainly from aerospace-grade aluminiums and billets of hardened AMS 5643 American specification stainless steels, along with a small amount of plastic.
Neil Stockwell explained: “We were tasked with not only manufacturing the components from scratch, but producing them as if we were making them in large volumes, so we needed tight cycle times.
“Being aerospace, there were AS9102 reports with every component, and it meant that the processes were sealed, so that when they did go into full production there were no more qualification periods to go through.
“We achieved all that within five months, thanks to Alphacam’s built-in machining strategies which helped us to optimise our high-end machines and cutting tools.”
Leemark manufactures every machinable part for the cargo hook; the most complex, in terms of five-axis machining, being the cover and solenoid case. But the most accurate is the steel lever which carries out several actions inside the body of the hook.
“A high percentage of the milled components have bores on them with an 18 micron tolerance,” says Neil Stockwell. “The majority of the turned components have even tighter tolerances.”
Engineering director Kevin Stockwell point out that programming time varies from around 30min for simple parts, to between 15 and 20hr for the most complex components, with machining cycle times taking up to 2hr.
He said: “We use waveform and trochoidal milling strategies which give us significant savings on cycle times and extends tool life.”
His programming process begins with importing STEP models, working out the best way of machining the part, and how much excess material they need to hold it during cutting. This is vital to their philosophy of keeping five-axis machining limited to two operations wherever possible.
He continued: “We hold the part on one face to work on all the others. Then a second operation machines the final face. We restrict as many parts as we can to just two set ups. Components are becoming increasingly more complicated nowadays as designers try to limit the weight of everything that goes on the aircraft.
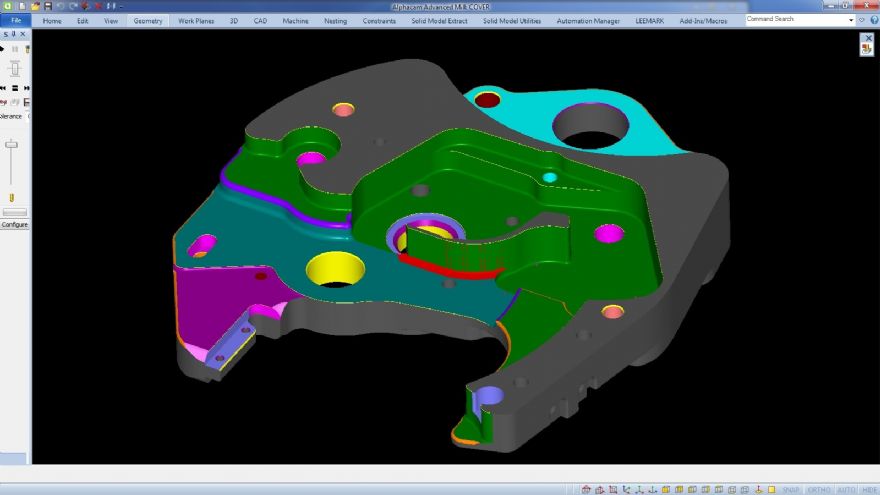
“But Alphacam Advanced Mill’s five-axis capability means we are not only able to produce them, but we can keep cycle times and costs down, as well.”
He works from the imported STEP file without having to create another model inside Alphacam, by simply programming on its workplanes, selecting a face and plane, and then machining from it.
They are also heavily involved in the ejector seat business, having recently worked on a short-lead-time project with a number of new, complex components.
Alphacam recently showed another side of its versatility to produce a repeat order of parts for the Saab Gripen fighter jet — after ten years.
Kevin Stockwell added: “These were originally programmed on a previous version of Alphacam and run through post processors that we no longer used. But by re-engineering them and reprogramming them with our current version of Alphacam we reduced cycle times through fewer operations, keeping the price down in line with what it was ten years ago.”
He explained that satellite parts are particularly complex, some of them taking around 20hr to program, but estimates it would take at least 50hr without Alphacam.
Leemark’s machines currently run 18hr a day, but part of their continual improvement plan includes extending their 5,500ft
2 factory by a further 2,000ft
2 to house additional machine tools.
Those new machines are likely to include a pallet system powered by Alphacam, so they can progress to lights-out manufacturing.