
“Only the best is good enough for our customers,” according to Karl Kordik, responsible for contract manufacturing at
Neuson Hydrotec GmbH based in Linz. Austria. With the new
Starrag HEC 800 X5 MT machining centre, his machining team can even machine complex housing with numerous holes at different angles with maximum precision – in a single clamping position and in half the time it took previously.
Neuson Hydrotec is a company where mechanical engineering, mechatronics and hydraulics are intertwined in many ways. With around 50 staff, contract manufacturing is the largest business unit. Walter Füreder, one of the two managing directors responsible for this division, describes it as essential for the company. He said: “We generate around half of our turnover with our contract work, and 20% of this involves doing the groundwork for other business units, while we achieve the rest with leading companies in the plastics recycling, railway and mechanical engineering sectors.”
Karl Kordik, sales manager for contract manufacturing, has known his customers and their needs for many years. Components for injection moulding machines are also part of the recurring contract work, such as shredder shafts, and bearing blocks, all supplied to machine tool manufacturers. Mr Kordik added: “We supply the largest proportion of our work, around 40%, to the plastics recycling sector.”
Complete componentThe services range from procuring raw material to CNC milling, grinding, lapping, honing, welding and superfinishing to pre-assembly. Karl Kordik knows that “our customers appreciate that we supply them with a complete component, including a 3-D measurement report.”

The central topic in contract manufacturing is machining and various CNC turning and grinding machines and several machining centres with pallet pools are available for this. The highlight is the HEC 800 5X MT five-axis machining centre purchased in May 2024. This investment was triggered by a complex component for a plastics recycling machine that requires turning and milling, and numerous holes have to be drilled at different angles.
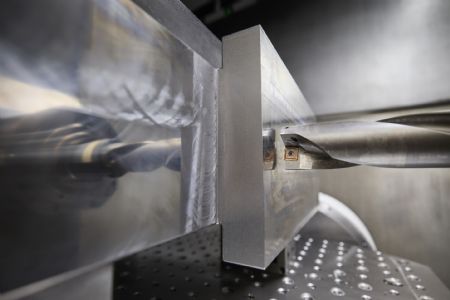
In this recycling plant, the used plastics are heated to around 400°C after shredding. A spindle presses the liquefied mass through a plate with tens of thousands of holes about 0.2mm in diameter, which retains contaminants. A permanently rotating scraper disc removes these. The cleaned plastic flows to a cooling station and is cut into pellets. Neuson Hydrotec manufactures the housing for this laser filter. It contains intricate contours and numerous channels through which the contaminated and cleaned plastic first flows. Karl Kordik said: “One hole runs through the entire component, and other channels meet at a certain angle.”
High precision is required for fluidic reasons where the channels must not be offset when they meet. Mr Kordik added: “We manage this because we achieve a positioning accuracy per hole of less than 0.03mm. Although that doesn’t sound particularly difficult, the value corresponds to only a few microns per axis if the holes are drilled at 45deg.”
Until recently, the contract manufacturer was producing this housing on a vertical turning and boring mill and a three-axis milling machine, in seven clamping positions. When the customer ordered significantly larger quantities, Neuson Hydrotec decided to modernise production to reduce manufacturing times. The solution pursued was complete machining on a five-axis machining centre with a turning function.
Key factorThere were several reasons why the HEC 800 5X MT was chosen to fulfill the company’s needs. According to Mr Kordik, a key factor was that the HEC 800 allows the component to be clamped vertically. He said: “These components can only be clamped on a horizontal turning and milling centre with great difficulty. Fast, automated workpiece replacement is even more difficult. The HEC 800 also has a standard dual pallet changer, enabling set-up parallel to the primary processing time.”

Also, on the HEC 800 5X, the fifth axis is located in the workpiece, not the tool. He said: “That saves us from having to reclamp.” Ultimately, however, the decisive factor was the possibility of obtaining a bed extension along the Z axis and an extended Y axis.
Mr Kordik explained: “We want to clamp components with a length of 1.1m and drill through them. The standard Z-axis path of 1.3m is insufficient for this.” Starrag supplied the HEC 800 5X MT with travel paths of 2,050mm along the Z axis and 1,300mm along the Y axis. “No other machine manufacturer had offered such extensions. We would have had to switch to much larger machines, which would have been more expensive and associated with reduced dynamics.”
Instead, Neuson Hydrotec preferred to invest in functional additional equipment, such as a cooling lubricant temperature control system. “Our roughing operations generate much heat, which would otherwise be transferred into the cooling lubricant and onto the component. But this would run the risk that exact fit sizes would no longer be correct after cooling.”
Interpolation turningThe control software for interpolation turning was also on our ’to-buy list’. This is because the laser filter housing requires a 350mm hole offset from the centre by 8mm. Mr Kordik remarked: “Thanks to the precisely controlled interpolation of the X and Y axes, we can create this without any problems.”
Alternatively, his production colleagues would have to take the additional step of clamping the component to be centred on the hole. Arno Berger from Starrag said this can be done without problems: “We have tested this. Despite the imbalance, we align with all required tolerances on the quickly rotating table.”
However, producing the eccentric hole using interpolation turning saves more time. Success could be seen after just a few weeks. In the case of the filter housing described, reducing the number of clamping positions from seven to one was possible.
Mr Kordick said: “The time saving is 48% essentially, the reduced non-productive time has a huge impact. As the component is now on the machine for longer, the operator has more time for other tasks.” The Heckert milling and turning centres also pay off when machining other components. Mr Kordick explained: “Now that the vertical turning and boring mill is no longer available, we simply use the HEC 800 5X MT to produce turned parts. Even here, we are around 20% faster due to multi-cutting tools, shorter tool change times and faster rapid traverse.”
Mr Kordick had hoped for such savings — or rather, he had expected them. After all, when he bought the new machining centre, he had already negotiated the possibility of a second, compatible Heckert HEC 800 – an opportunity he will probably take up very soon.