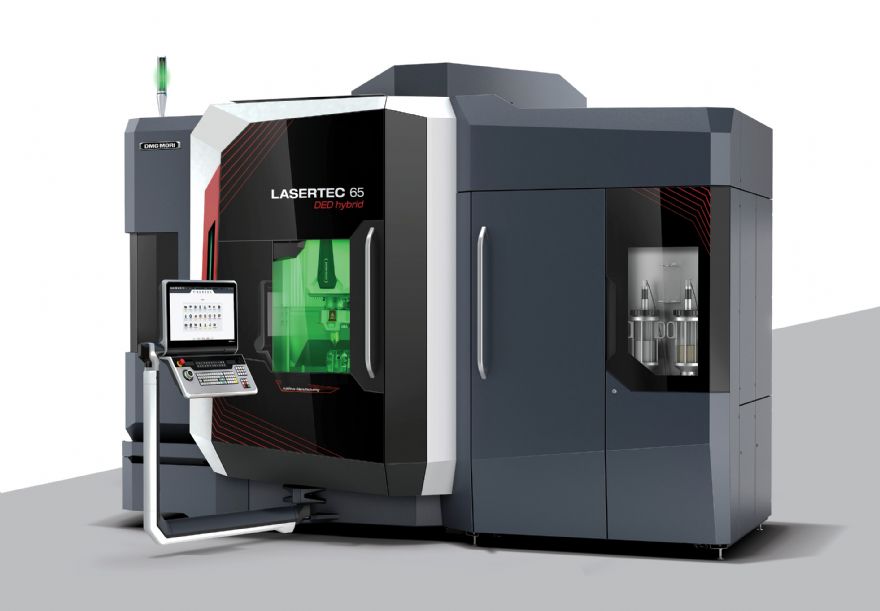
Offering the ability to perform in a single setup a combination of laser deposition welding, also known as directed energy deposition (DED), and full 5-axis prismatic metal cutting and measuring, the new LASERTEC 65 DED hybrid 2 from
DMG Mori is a machine for cost-effectively producing components of complex geometry, for repairing wear parts, or for coating workpieces with extremely hard materials.
The second-generation, multi-tasking production centre was launched earlier this year at the manufacturer’s open house held in its Pfronten factory in southern Germany.
The machine sets high standards in terms of process integration, productivity and process stability, raising additive manufacturing to an industrial level and making it suitable for series production. Functionality includes milling and drilling, turning, grinding, pre-heating, additive manufacturing via a powder nozzle, and 3D scanning.
The latest proprietary MultiJet nozzle enables 5-axis material deposition with homogeneous powder distribution, regardless of the orientation of powder flow. DMG Mori has increased the build rate by 35% to reduce the cost of workpiece production. Compared to the first-generation machine, the build volume is 170% larger, allowing workpieces up to 840mm in diameter by 350mm tall or 680mm diameter by 400mm tall to fit into the working area.
In addition to infrared laser technology, a higher frequency blue laser source is also available for use in the LASERTEC 65 DED hybrid 2. It expands the range of materials that may be processed to include reflective metals and allows for graded material transitions for producing highly functional components.
For example, copper can be used to improve the cooling performance of a plastic injection or die casting mould core. Gradients between hard and soft or magnetic and non-magnetic metals can be achieved. Selective application of hard material over 60 HRC gives components long service life, without the need for heat treatment.
In camera sensing AM Assistant packages enable process monitoring using cameras and sensors. A thermal imaging camera helps to control the temperature in the working area, as well as during laser preheating. Powder mass flow is automatically calibrated and monitored by an optical sensor.
Another camera monitors the thermal energy of the melt pool and contributes to the closed-loop control of laser power. An additional camera continuously checks the working distance between the nozzle and the workpiece. AM Evaluator software generates a time-sequenced digital twin, mapping real-time process data directly onto a 3D model of the component.
Metal powder is supplied in three sizes (0.5, 2.3 or 5 litres) of argon-pressurised container. DMG Mori attaches great importance to efficient handling of powder and easy cleaning. For operator safety, an automated extraction system removes fine particulates from the DED module whenever the conveyor access door is opened. Optional pressure leak checking and a level sensor can be integrated.
Construction of the machine is based on the manufacturer’s proven, rigid monoBLOCK design. Axis positioning accuracy is 4µm and volumetric accuracy is high due to VCS Complete, a technology cycle app that calibrates the entire working volume. It runs directly within the DMG Mori CELOS X control environment, a user interface integrated with the machine’s Siemens SINUMERIK ONE control.
Wide doors provide ergonomic access to the work area, including for loading and unloading by crane, and simplify the addition of automation solutions.